>> P.48
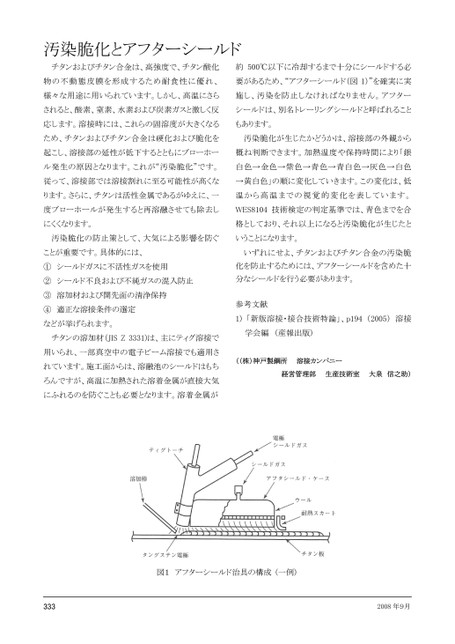
汚染脆化とアフターシールドチタンおよびチタン合金は、高強度で、チタン酸化約500℃以下に冷却するまで十分にシールドする必物の不動態皮膜を形成するため耐食性に優れ、要があるため、“アフターシールド(図1)”を確実に実様々な用途に用いられています。しかし、高温にさら施し、汚染を防止しなければなりません。アフターされると、酸素、窒素、水素および炭素ガスと激しく反シールドは、別名トレーリングシールドと呼ばれること応します。溶接時には、これらの固溶度が大きくなるもあります。ため、チタンおよびチタン合金は硬化および脆化を汚染脆化が生じたかどうかは、溶接部の外観から起こし、溶接部の延性が低下するとともにブローホー概ね判断できます。加熱温度や保持時間により「銀ル発生の原因となります。これが“汚染脆化”です。白色→金色→紫色→青色→青白色→灰色→白色従って、溶接部では溶接割れに至る可能性が高くな→黄白色」の順に変化していきます。この変化は、低ります。さらに、チタンは活性金属であるがゆえに、一温から高温までの視覚的変化を表しています。度ブローホールが発生すると再溶融させても除去しWES8104技術検定の判定基準では、青色までを合にくくなります。格としており、それ以上になると汚染脆化が生じたと汚染脆化の防止策として、大気による影響を防ぐいうことになります。ことが重要です。具体的には、いずれにせよ、チタンおよびチタン合金の汚染脆①シールドガスに不活性ガスを使用化を防止するためには、アフターシールドを含めた十②シールド不良および不純ガスの混入防止分なシールドを行う必要があります。③溶加材および開先面の清浄保持④適正な溶接条件の選定などが挙げられます。チタンの溶加材(JISZ3331)は、主にティグ溶接で用いられ、一部真空中の電子ビーム溶接でも適用されています。施工面からは、溶融池のシールドはもちろんですが、高温に加熱された溶着金属が直接大気にふれるのを防ぐことも必要となります。溶着金属が参考文献1)「新版溶接・接合技術特論」、p194(2005)溶接学会編(産報出版)((株)神戸製鋼所溶接カンパニー経営管理部生産技術室大泉信之助)図1アフターシールド治具の構成(一例)2008年9月333
 | <
| <  |
|  > |
> |  >>
>>