>> P.94
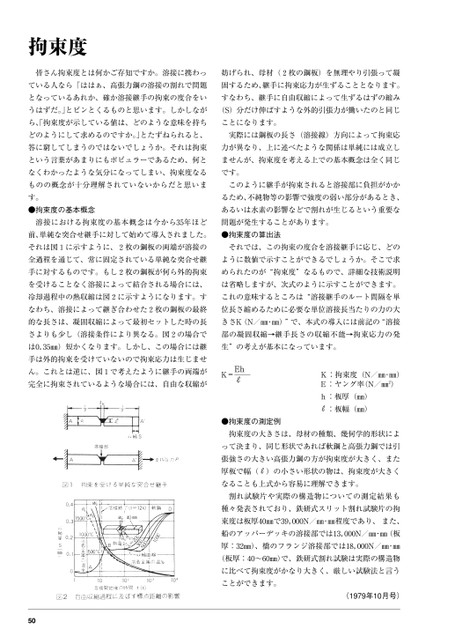
拘束度皆さん拘束度とは何かご存知ですか。溶接に携わっ妨げられ、母材(2枚の鋼板)を無理やり引張って凝ている人なら「ははぁ、高張力鋼の溶接の割れで問題固するため、継手に拘束応力が生ずることとなります。となっているあれか、確か溶接継手の拘束の度合をいすなわち、継手に自由収縮によって生ずるはずの縮みうはずだ。」とピンとくるものと思います。しかしなが(S)分だけ伸ばすような外的引張力が働いたのと同じら、拘束度が示している値は、どのような意味を持ちことになります。どのようにして求めるのですか。」とたずねられると、実際には鋼板の長さ(溶接線)方向によって拘束応答に窮してしまうのではないでしょうか。それは拘束力が異なり、上に述べたような関係は単純には成立しという言葉があまりにもポピュラーであるため、何とませんが、拘束度を考える上での基本概念は全く同じなくわかったような気分になってしまい、拘束度なるです。ものの概念が十分理解されていないからだと思いまこのように継手が拘束されると溶接部に負担がかかす。●拘束度の基本概念るため、不純物等の影響で強度の弱い部分があるとき、あるいは水素の影響などで割れが生じるという重要な溶接における拘束度の基本概念は今から35年ほど問題が発生することがあります。前、単純な突合せ継手に対して始めて導入されました。●拘束度の算出法それは図1に示すように、2枚の鋼板の両端が溶接のそれでは、この拘束の度合を溶接継手に応じ、どの全過程を通じて、常に固定されている単純な突合せ継ように数値で示すことができるでしょうか。そこで求手に対するものです。もし2枚の鋼板が何ら外的拘束められたのが“拘束度”なるもので、詳細な技術説明を受けることなく溶接によって結合される場合には、は省略しますが、次式のように示すことができます。冷却過程中の熱収縮は図2に示すようになります。すこれの意味するところは“溶接継手のルート間隔を単なわち、溶接によって継ぎ合わせた2枚の鋼板の最終位長さ縮めるために必要な単位溶接長当たりの力の大的な長さは、凝固収縮によって最初セットした時の長きさK(N/㎜・㎜)”で、本式の導入には前記の“溶接さよりも少し(溶接条件により異なる。図2の場合で部の凝固収縮→継手長さの収縮不能→拘束応力の発は0.35㎜)短かくなります。しかし、この場合には継生”の考えが基本になっています。手は外的拘束を受けていないので拘束応力は生じません。これとは逆に、図1で考えたように継手の両端が完全に拘束されているような場合には、自由な収縮が50K=Eh――K:拘束度(N/㎜・㎜)E:ヤング率(N/㎜2)h:板厚(㎜):板幅(㎜)●拘束度の測定例拘束度の大きさは、母材の種類、幾何学的形状によって決まり、同じ形状であれば軟鋼と高張力鋼では引張強さの大きい高張力鋼の方が拘束度が大きく、また厚板で幅()の小さい形状の物は、拘束度が大きくなることも上式から容易に理解できます。割れ試験片や実際の構造物についての測定結果も種々発表されており、鉄研式スリット割れ試験片の拘束度は板厚40㎜で39,000N/㎜・㎜程度であり、また、船のアッパーデッキの溶接部では13,000N/㎜・㎜(板厚:32㎜)、橋のフランジ溶接部では18,000N/㎜・㎜(板厚:40〜60㎜)で、鉄研式割れ試験は実際の構造物に比べて拘束度がかなり大きく、厳しい試験法と言うことができます。(1979年10月号)
 | <
| <  |
|  > |
> |  >>
>>