>> P.173
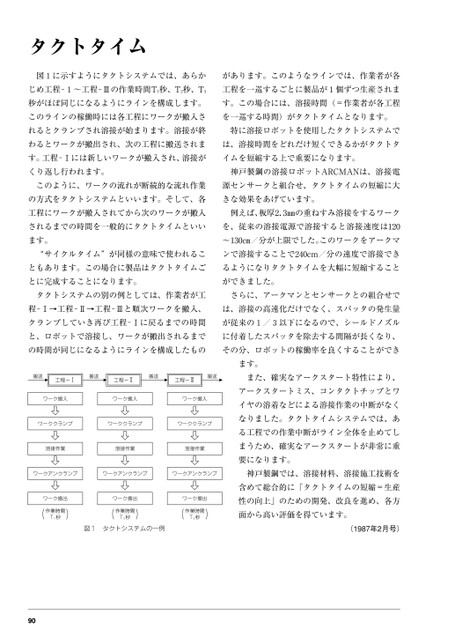
タクトタイム図1に示すようにタクトシステムでは、あらかがあります。このようなラインでは、作業者が各じめ工程-1〜工程-Ⅲの作業時間T1秒、T2秒、T3工程を一巡するごとに製品が1個ずつ生産されま秒がほぼ同じになるようにラインを構成します。す。この場合には、溶接時間(=作業者が各工程このラインの稼働時には各工程にワークが搬入さを一巡する時間)がタクトタイムとなります。れるとクランプされ溶接が始まります。溶接が終特に溶接ロボットを使用したタクトシステムでわるとワークが搬出され、次の工程に搬送されまは、溶接時間をどれだけ短くできるかがタクトタす。工程-Ⅰには新しいワークが搬入され、溶接がイムを短縮する上で重要になります。くり返し行われます。神戸製鋼の溶接ロボットARCMANは、溶接電このように、ワークの流れが断続的な流れ作業源センサークと組合せ、タクトタイムの短縮に大の方式をタクトシステムといいます。そして、各きな効果をあげています。工程にワークが搬入されてから次のワークが搬入例えば、板厚2.3㎜の重ねすみ溶接をするワークされるまでの時間を一般的にタクトタイムといいを、従来の溶接電源で溶接すると溶接速度は120ます。〜130㎝/分が上限でした。このワークをアークマ“サイクルタイム”が同様の意味で使われるこンで溶接することで240cm/分の速度で溶接できともあります。この場合に製品はタクトタイムごるようになりタクトタイムを大幅に短縮することとに完成することになります。ができました。タクトシステムの別の例としては、作業者が工さらに、アークマンとセンサークとの組合せで程-Ⅰ→工程-Ⅱ→工程-Ⅲと順次ワークを搬入、は、溶接の高速化だけでなく、スパッタの発生量クランプしていき再び工程-Ⅰに戻るまでの時間が従来の1/3以下になるので、シールドノズルと、ロボットで溶接し、ワークが搬出されるまでに付着したスパッタを除去する間隔が長くなり、の時間が同じになるようにラインを構成したものその分、ロボットの稼働率を良くすることができ搬送工程-Ⅰ搬送工程-Ⅱ搬送工程-Ⅲます。搬送また、確実なアークスタート特性により、ワーク搬入ワーク搬入ワーク搬入ワーククランプワーククランプワーククランプ溶接作業溶接作業溶接作業ワークアンクランプワークアンクランプワークアンクランプワーク搬出ワーク搬出ワーク搬出作業時間T秒1作業時間T秒2作業時間T秒3アークスタートミス、コンタクトチップとワイヤの溶着などによる溶接作業の中断がなくなりました。タクトタイムシステムでは、ある工程での作業中断がライン全体を止めてしまうため、確実なアークスタートが非常に重要になります。神戸製鋼では、溶接材料、溶接施工技術を含めて総合的に「タクトタイムの短縮=生産性の向上」のための開発、改良を進め、各方面から高い評価を得ています。図1タクトシステムの一例(1987年2月号)90
 | <
| <  |
|  > |
> |  >>
>>