>> P.176
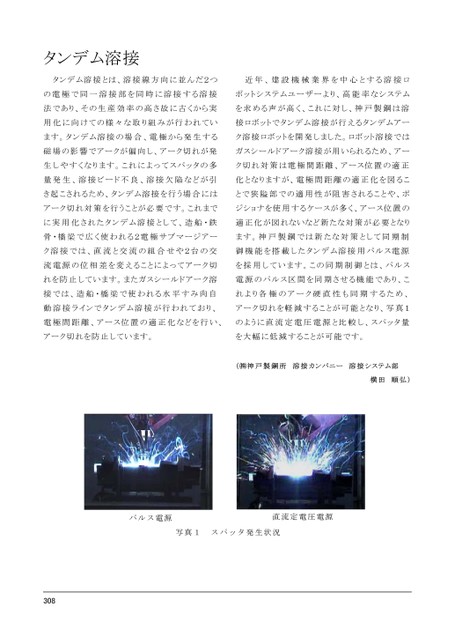
タンデム溶接タンデム溶接とは、溶接線方向に並んだ2つ近年、建設機械業界を中心とする溶接ロの電極で同一溶接部を同時に溶接する溶接ボットシステムユーザーより、高能率なシステム法であり、その生産効率の高さ故に古くから実を求める声が高く、これに対し、神戸製鋼は溶用化に向けての様々な取り組みが行われてい接ロボットでタンデム溶接が行えるタンデムアーます。タンデム溶接の場合、電極から発生するク溶接ロボットを開発しました。ロボット溶接では磁場の影響でアークが偏向し、アーク切れが発ガスシールドアーク溶接が用いられるため、アー生しやすくなります。これによってスパッタの多ク切れ対策は電極間距離、アース位置の適正量発生、溶接ビード不良、溶接欠陥などが引化となりますが、電極間距離の適正化を図るこき起こされるため、タンデム溶接を行う場合にはとで狭隘部での適用性が阻害されることや、ポアーク切れ対策を行うことが必要です。これまでジショナを使用するケースが多く、アース位置のに実用化されたタンデム溶接として、造船・鉄適正化が図れないなど新たな対策が必要となり骨・橋梁で広く使われる2電極サブマージアーます。神戸製鋼では新たな対策として同期制ク溶接では、直流と交流の組合せや2台の交御機能を搭載したタンデム溶接用パルス電源流電源の位相差を変えることによってアーク切を採用しています。この同期制御とは、パルスれを防止しています。またガスシールドアーク溶電源のパルス区間を同期させる機能であり、こ接では、造船・橋梁で使われる水平すみ肉自れより各極のアーク硬直性も同期するため、動溶接ラインでタンデム溶接が行われており、アーク切れを軽減することが可能となり、写真1電極間距離、アース位置の適正化などを行い、のように直流定電圧電源と比較し、スパッタ量アーク切れを防止しています。を大幅に低減することが可能です。(㈱神戸製鋼所溶接カンパニー溶接システム部横田順弘)パルス電源直流定電圧電源写真1スパッタ発生状況083
 | <
| <  |
|  > |
> |  >>
>>