>> P.182
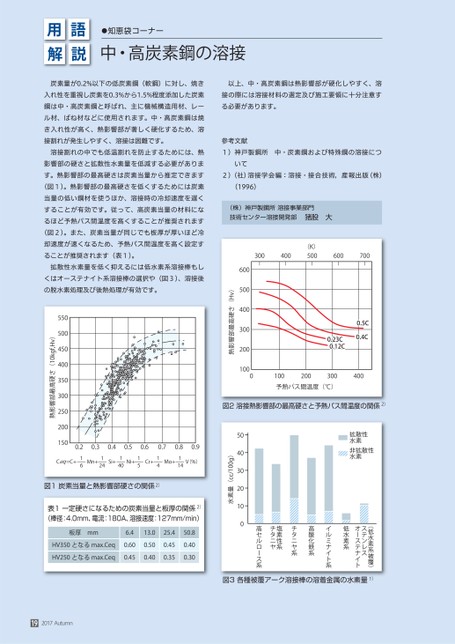
以上、中・高炭素鋼は熱影響部が硬化しやすく、溶接の際には溶接材料の選定及び施工要領に十分注意する必要があります。参考文献1)神戸製鋼所中・炭素鋼および特殊鋼の溶接について2)(社)溶接学会編:溶接・接合技術,産報出版(株)(1996)(株)神戸製鋼所溶接事業部門技術センター溶接開発部猪股大300400(K)5006007000.5C0.4C0.23C0.12C100200300400予熱パス間温度(℃)6005004003002001000熱影響部最高硬さ(Hv)図2溶接熱影響部の最高硬さと予熱パス間温度の関係2)拡散性水素非拡散性水素(低水素系被覆)ステンレスオーステナイト低水素系イルミナイト系高酸化鉄系チタニヤ系塩素性系チタニヤ高セルロース系50403020100水素量(cc/100g)図3各種被覆アーク溶接棒の溶着金属の水素量1)炭素量が0.2%以下の低炭素鋼(軟鋼)に対し、焼き入れ性を重視し炭素を0.3%から1.5%程度添加した炭素鋼は中・高炭素鋼と呼ばれ、主に機械構造用材、レール材、ばね材などに使用されます。中・高炭素鋼は焼き入れ性が高く、熱影響部が著しく硬化するため、溶接割れが発生しやすく、溶接は困難です。溶接割れの中でも低温割れを防止するためには、熱影響部の硬さと拡散性水素量を低減する必要があります。熱影響部の最高硬さは炭素当量から推定できます(図1)。熱影響部の最高硬さを低くするためには炭素当量の低い鋼材を使うほか、溶接時の冷却速度を遅くすることが有効です。従って、高炭素当量の材料になるほど予熱パス間温度を高くすることが推奨されます(図2)。また、炭素当量が同じでも板厚が厚いほど冷却速度が速くなるため、予熱パス間温度を高く設定することが推奨されます(表1)。拡散性水素量を低く抑えるには低水素系溶接棒もしくはオーステナイト系溶接棒の選択や(図3)、溶接後の脱水素処理及び後熱処理が有効です。0.20.30.40.50.60.70.80.9550500450400350300250200150熱影響部最高硬さ(10kgf,Hv)1144151C=C+Mn+Si+Ni+Cr+Mo+V(%)eq12414061図1炭素当量と熱影響部硬さの関係2)表1一定硬さになるための炭素当量と板厚の関係2)(棒径:4.0mm、電流:180A、溶接速度:127mm/min)板厚mmHV350となるmax.CeqHV250となるmax.Ceq6.40.600.4513.00.500.4025.40.450.3550.80.400.30192017Autumn用解語説●知恵袋コーナー中・高炭素鋼の溶接
 | <
| <  |
|  > |
> |  >>
>>