>> P.183
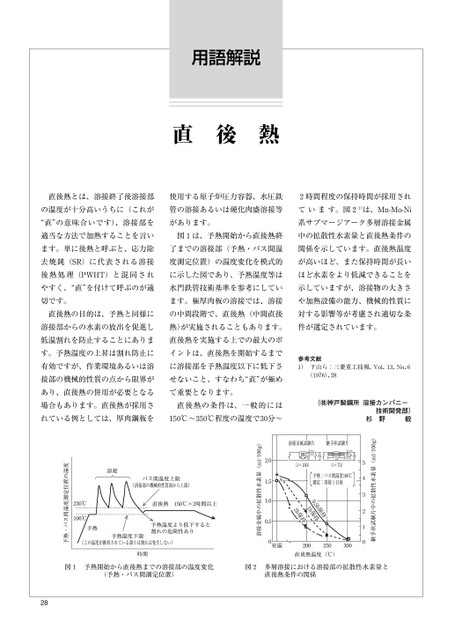
用語解説直後熱直後熱とは、溶接終了後溶接部使用する原子炉圧力容器、水圧鉄2時間程度の保持時間が採用されの温度が十分高いうちに(これが管の溶接あるいは硬化肉盛溶接等ています。図21)は、Mn-Mo-Ni“直”の意味合いです)、溶接部をがあります。系サブマージアーク多層溶接金属適当な方法で加熱することを言い図1は、予熱開始から直後熱終中の拡散性水素量と直後熱条件のます。単に後熱と呼ぶと、応力除了までの溶接部(予熱・パス間温関係を示しています。直後熱温度去焼鈍(SR)に代表される溶接度測定位置)の温度変化を模式的が高いほど、また保持時間が長い後熱処理(PWHT)と混同されに示した図であり、予熱温度等はほど水素をより低減できることをやすく、“直”を付けて呼ぶのが適水門鉄管技術基準を参考にしてい示していますが、溶接物の大きさ切です。ます。極厚肉板の溶接では、溶接や加熱設備の能力、機械的性質に直後熱の目的は、予熱と同様にの中間段階で、直後熱(中間直後対する影響等が考慮され適切な条溶接部からの水素の放出を促進し熱)が実施されることもあります。件が選定されています。低温割れを防止することにありま直後熱を実施する上での最大のポす。予熱温度の上昇は割れ防止にイントは、直後熱を開始するまで有効ですが、作業環境あるいは溶に溶接部を予熱温度以下に低下さ接部の機械的性質の点から限界がせないこと、すなわち“直”が極めあり、直後熱の併用が必要となるて重要となります。場合もあります。直後熱が採用さ直後熱の条件は、一般的にはれている例としては、厚肉鋼板を150℃〜350℃程度の温度で30分〜参考文献1)下山ら:三菱重工技報,Vol.13,No.6(1976),28(㈱神戸製鋼所溶接カンパニー技術開発部)杉野毅継手状試験片中の拡散性水素量(ml/100g)543210〔予熱:パス間温度100℃測定:溶接1日後〕55015755051515(l=150)(l=75)溶接金属試験片継手状試験片保保持持持0.51hh保2h2.01.51.00.5溶接金属中の拡散性水素量(ml/100g)0室温200250300直後熱温度(℃)溶接パス間温度上限(溶接部の機械的性質面から上限)230℃100℃予熱直後熱150℃×2時間以上予熱温度より低下すると割れの危険性あり予熱温度下限(この温度が維持されている限りは割れは発生しない)時間予熱・パス間温度測定位置の温度図1予熱開始から直後熱までの溶接部の温度変化(予熱・パス間測定位置)図2多層溶接における溶接部の拡散性水素量と直後熱条件の関係28
 | <
| <  |
|  > |
> |  >>
>>