>> P.194
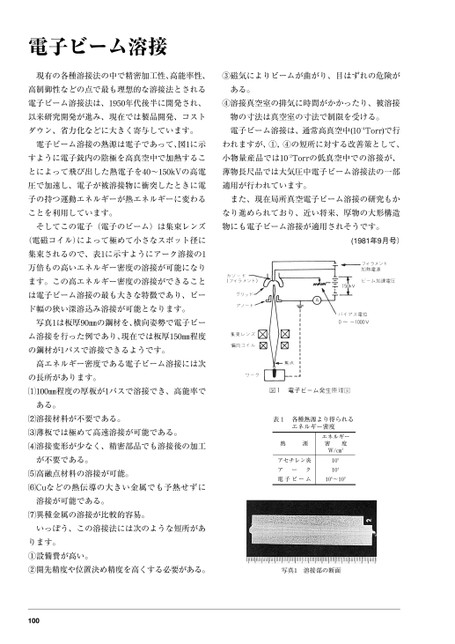
電子ビーム溶接現有の各種溶接法の中で精密加工性、高能率性、③磁気によりビームが曲がり、目はずれの危険が高制御性などの点で最も理想的な溶接法とされるある。電子ビーム溶接法は、1950年代後半に開発され、④溶接真空室の排気に時間がかかったり、被溶接以来研究開発が進み、現在では製品開発、コスト物の寸法は真空室の寸法で制限を受ける。ダウン、省力化などに大きく寄与しています。電子ビーム溶接は、通常高真空中(10―4Torr)で行電子ビーム溶接の熱源は電子であって、図1に示われますが、①,④の短所に対する改善策として、すように電子銃内の陰極を高真空中で加熱するこ小物量産品では10―2Torrの低真空中での溶接が、とによって飛び出した熱電子を40〜150kVの高電薄物長尺品では大気圧中電子ビーム溶接法の一部圧で加速し、電子が被溶接物に衝突したときに電適用が行われています。子の持つ運動エネルギーが熱エネルギーに変わるまた、現在局所真空電子ビーム溶接の研究もかことを利用しています。なり進められており、近い将来、厚物の大形構造そしてこの電子(電子のビーム)は集束レンズ物にも電子ビーム溶接が適用されそうです。(電磁コイル)によって極めて小さなスポット径に集束されるので、表1に示すようにアーク溶接の1万倍もの高いエネルギー密度の溶接が可能になります。この高エネルギー密度の溶接ができることは電子ビーム溶接の最も大きな特徴であり、ビード幅の狭い深溶込み溶接が可能となります。写真1は板厚90㎜の鋼材を、横向姿勢で電子ビーム溶接を行った例であり、現在では板厚150㎜程度の鋼材が1パスで溶接できるようです。高エネルギー密度である電子ビーム溶接には次の長所があります。100㎜程度の厚板が1パスで溶接でき、高能率である。溶接材料が不要である。薄板では極めて高速溶接が可能である。溶接変形が少なく、精密部品でも溶接後の加工が不要である。高融点材料の溶接が可能。Cuなどの熱伝導の大きい金属でも予熱せずに溶接が可能である。異種金属の溶接が比較的容易。いっぽう、この溶接法には次のような短所があります。①設備費が高い。(1981年9月号)表1各種熱源エネルギ得よりー密度られる熱源アセチレン炎アーク電子ビームエネルギー密度W/2㎝310410610〜109②開先精度や位置決め精度を高くする必要がある。写真1溶接部の断面100
 | <
| <  |
|  > |
> |  >>
>>