>> P.195
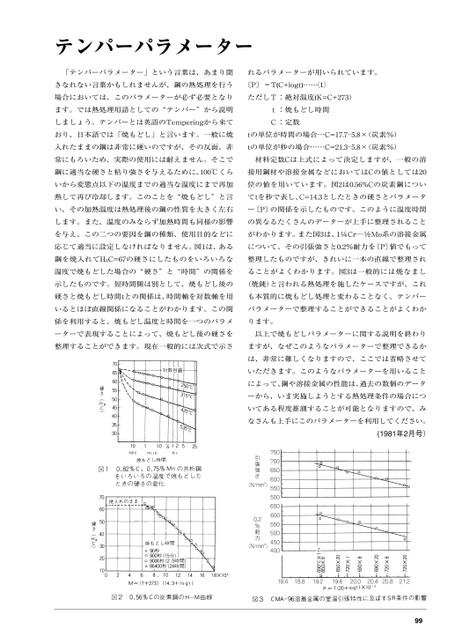
は、非常に難しくなりますので、ここでは省略させていただきます。このようなパラメーターを用いることによって、鋼や溶接金属の性能は、過去の数個のデーターから、いま実施しようとする熱処理条件の場合についてある程度推測することが可能となりますので、みなさんも上手にこのパラメーターを利用してください。(1981年2月号)750700650600550500650600550500450400引張強さ(N/mm2)0.2%耐力(N/mm2)18.418.819.219.620.020.420.821.299テンパーパラメーター「テンパーパラメーター」という言葉は、あまり聞れるパラメーターが用いられています。きなれない言葉かもしれませんが、鋼の熱処理を行う〔P〕=T(C+logt)……場合においては、このパラメーターが必ず必要となりただしT:絶対温度(K=C+273)ます。では熱処理用語としての“テンパー”から説明t:焼もどし時間しましょう。テンパーとは英語のTemperingから来てC:定数おり、日本語では「焼もどし」と言います。一般に焼tの単位が時間の場合…C=17.7―5.8×(炭素%)入れたままの鋼は非常に硬いのですが、その反面、非tの単位が秒の場合……C=21.3―5.8×(炭素%)常にもろいため、実際の使用には耐えません。そこで材料定数Cは上式によって決定しますが、一般の溶鋼に適当な硬さと粘り強さを与えるために、100℃くら接用鋼材や溶接金属などにおいてはCの値としては20いから変態点以下の温度までの適当な温度にまで再加位の値を用いています。図2は0.56%Cの炭素鋼につい熱して再び冷却します。このことを“焼もどし”と言てtを秒で表し、C=14.3としたときの硬さとパラメータい、その加熱温度は熱処理後の鋼の性質を大きく左右ー〔P〕の関係を示したものです。このように温度時間します。また、温度のみならず加熱時間も同様の影響の異なるたくさんのデーターが上手に整理されることを与え、この二つの要因を鋼の種類、使用目的などにがわかります。また図3は、1Cr―Mo系の溶接金属応じて適当に設定しなければなりません。図1は、あるについて、その引張強さと0.2%耐力を〔P〕値でもって鋼を焼入れてHRC=67の硬さにしたものをいろいろな整理したものですが、きれいに一本の直線で整理され温度で焼もどした場合の“硬さ”と“時間”の関係をることがよくわかります。図3は一般的には焼なまし示したものです。短時間側は別として、焼もどし後の(焼鈍)と言われる熱処理を施したケースですが、これ硬さと焼もどし時間tとの関係は、時間軸を対数軸を用も本質的に焼もどし処理と変わることなく、テンパーいるとほぼ直線関係になることがわかります。この関パラメーターで整理することができることがよくわか係を利用すると、焼もどし温度と時間を一つのパラメります。ーターで表現することによって、焼もどし後の硬さを以上で焼もどしパラメーターに関する説明を終わり整理することができます。現在一般的には次式で示さますが、なぜこのようなパラメーターで整理できるか
 | <
| <  |
|  > |
> |  >>
>>