>> P.198
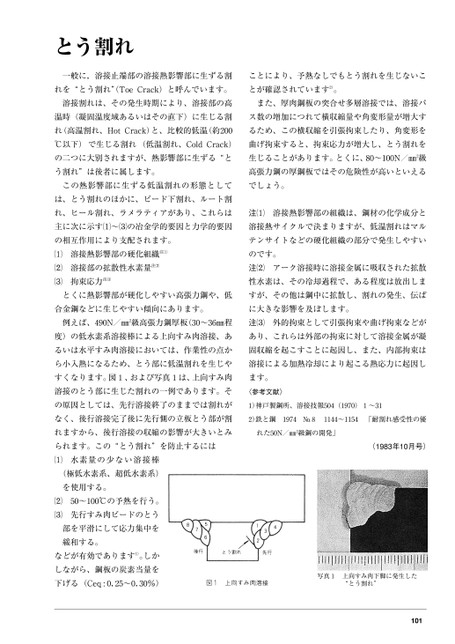
とう割れ一般に,溶接止端部の溶接熱影響部に生ずる割ことにより、予熱なしでもとう割れを生じないこれを“とう割れ”ToeCrack)と呼んでいます。とが確認されています2)。溶接割れは、その発生時期により、溶接部の高また、厚肉鋼板の突合せ多層溶接では、溶接パ温時(凝固温度域あるいはその直下)に生じる割ス数の増加につれて横収縮量や角変形量が増大すれ(高温割れ、HotCrack)と、比較的低温(約200るため、この横収縮を引張拘束したり、角変形を℃以下)で生じる割れ(低温割れ、ColdCrack)曲げ拘束すると、拘束応力が増大し、とう割れをの二つに大別されますが、熱影響部に生ずる“と生じることがあります。とくに、80〜100N/㎜2級う割れ”は後者に属します。高張力鋼の厚鋼板ではその危険性が高いといえるこの熱影響部に生ずる低温割れの形態としてでしょう。は、とう割れのほかに、ビード下割れ、ルート割れ、ヒール割れ、ラメラティアがあり、これらは主に次に示す〜の冶金学的要因と力学的要因注溶接熱影響部の組織は、鋼材の化学成分と溶接熱サイクルで決まりますが、低温割れはマル溶接熱影響部の硬化組織注の相互作用により支配されます。溶接部の拡散性水素量注拘束応力注テンサイトなどの硬化組織の部分で発生しやすいのです。注アーク溶接時に溶接金属に吸収された拡散性水素は、その冷却過程で、ある程度は放出しまとくに熱影響部が硬化しやすい高張力鋼や、低すが、その他は鋼中に拡散し、割れの発生、伝ぱ合金鋼などに生じやすい傾向にあります。例えば、490N/㎜2級高張力鋼厚板(30〜36㎜程に大きな影響を及ぼします。注外的拘束として引張拘束や曲げ拘束などが度)の低水素系溶接棒による上向すみ肉溶接、ああり、これらは外部の拘束に対して溶接金属が凝るいは水平すみ肉溶接においては、作業性の点か固収縮を起こすことに起因し、また、内部拘束はら小入熱になるため、とう部に低温割れを生じや溶接による加熱冷却により起こる熱応力に起因しすくなります。図1、および写真1は、上向すみ肉ます。溶接のとう部に生じた割れの一例であります。そ〈参考文献〉の原因としては、先行溶接終了のままでは割れが1)神戸製鋼所、溶接技報504(1970)1〜31なく、後行溶接完了後に先行側の立板とう部が割2)鉄と鋼1974№81144〜1154「耐割れ感受性の優れますから、後行溶接の収縮の影響が大きいとみれた50N/㎜2級鋼の開発」られます。この“とう割れ”を防止するには水素量の少ない溶接棒(1983年10月号)(極低水素系、超低水素系)を使用する。50〜100℃の予熱を行う。先行すみ肉ビードのとう部を平滑にして応力集中を緩和する。などが有効であります1)。しかしながら、鋼板の炭素当量を下げる(Ceq:0.25〜0.30%)写真1上向すみ肉下脚に発生した“とう割れ”101
 | <
| <  |
|  > |
> |  >>
>>