>> P.199
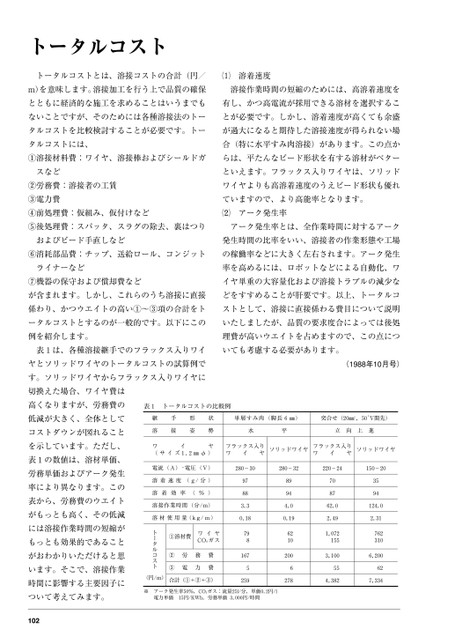
トータルコストトータルコストとは、溶接コストの合計(円/溶着速度m)を意味します。溶接加工を行う上で品質の確保溶接作業時間の短縮のためには、高溶着速度をとともに経済的な施工を求めることはいうまでも有し、かつ高電流が採用できる溶材を選択するこないことですが、そのためには各種溶接法のトーとが必要です。しかし、溶着速度が高くても余盛タルコストを比較検討することが必要です。トーが過大になると期待した溶接速度が得られない場タルコストには、合(特に水平すみ肉溶接)があります。この点か①溶接材料費:ワイヤ、溶接棒およびシールドガらは、平たんなビード形状を有する溶材がベタースなど②労務費:溶接者の工賃③電力費④前処理費:仮組み、仮付けなどといえます。フラックス入りワイヤは、ソリッドワイヤよりも高溶着速度のうえビード形状も優れていますので、より高能率となります。アーク発生率⑤後処理費:スパッタ、スラグの除去、裏はつりアーク発生率とは、全作業時間に対するアークおよびビード手直しなど発生時間の比率をいい、溶接者の作業形態や工場⑥消耗部品費:チップ、送給ロール、コンジットの稼働率などに大きく左右されます。アーク発生ライナーなど率を高めるには、ロボットなどによる自動化、ワ⑦機器の保守および償却費などイヤ単重の大容量化および溶接トラブルの減少なが含まれます。しかし、これらのうち溶接に直接どをすすめることが肝要です。以上、トータルコ係わり、かつウエイトの高い①〜③項の合計をトストとして、溶接に直接係わる費目について説明ータルコストとするのが一般的です。以下にこのいたしましたが、品質の要求度合によっては後処例を紹介します。理費が高いウエイトを占めますので、この点につ表1は、各種溶接継手でのフラックス入りワイいても考慮する必要があります。ヤとソリッドワイヤのトータルコストの試算例です。ソリッドワイヤからフラックス入りワイヤに(1988年10月号)切換えた場合、ワイヤ費は高くなりますが、労務費の表1トータルコストの比較例単層すみ肉(脚長6㎜)突合せ(20t㎜,50゜V開先)水平立向上進ソリッドワイヤ280-32フラックスワイ入りヤ220-24ソリッドワイヤ150-2089944.00.1962102006278l708762.02.491,0721553,100554,3823594124.02.317623106,200627,334フラックスワイ入りヤ280-3097883.30.187981675259継溶ワ(手接形姿状勢イ1.2サイズヤ㎜φ)電流(A)電圧(V)-溶着速度(g/分)溶着効率(%)溶接作業時間(分/m)溶材使用量(kg/m)①溶材費ワイヤガスCO2②労務費③電力費トータルコスト(円/m)合計(①+②+③)※クーア電力単価発生率15%50円/,CO2KWh,:流量ガス労務単価/l3,00025分単価円時間,/0.2円/低減が大きく、全体としてコストダウンが図れることを示しています。ただし、表1の数値は、溶材単価、労務単価およびアーク発生率により異なります。この表から、労務費のウエイトがもっとも高く、その低減には溶接作業時間の短縮がもっとも効果的であることがおわかりいただけると思います。そこで、溶接作業時間に影響する主要因子について考えてみます。102
 | <
| <  |
|  > |
> |  >>
>>