>> P.205
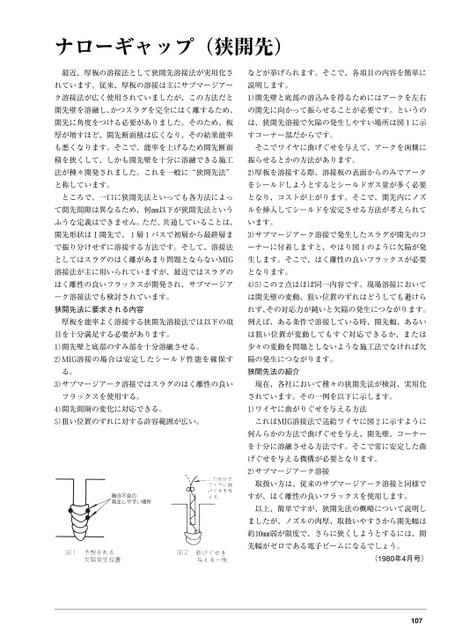
ナローギャップ(狭開先)最近、厚板の溶接法として狭開先溶接法が実用化さなどが挙げられます。そこで、各項目の内容を簡単にれています。従来、厚板の溶接は主にサブマージアー説明します。ク溶接法が広く使用されていましたが、この方法だと1)開先壁と底部の溶込みを得るためにはアークを左右開先壁を溶融し、かつスラグを完全にはく離するため、の開先に向かって振らせることが必要です。というの開先に角度をつける必要がありました。そのため、板は、狭開先溶接で欠陥の発生しやすい場所は図1に示厚が増すほど、開先断面積は広くなり、その結果能率すコーナー部だからです。も悪くなります。そこで、能率を上げるため開先断面そこでワイヤに曲げぐせを与えて、アークを両側に積を狭くして、しかも開先壁を十分に溶融できる施工振らせるとかの方法があります。法が種々開発されました。これを一般に“狭開先法”2)厚板を溶接する際、溶接板の表面からのみでアークと称しています。をシールドしようとするとシールドガス量が多く必要ところで、一口に狭開先法といっても各方法によっとなり、コストが上がります。そこで、開先内にノズて開先間隙は異なるため、何㎜以下が狭開先法というルを挿入してシールドを安定させる方法が考えられてふうな定義はできません。ただ、共通していることは、います。開先形状はⅠ開先で、1層1パスで初層から最終層ま3)サブマージアーク溶接で発生したスラグが開先のコで振り分けせずに溶接する方法です。そして、溶接法ーナーに付着しますと、やはり図1のように欠陥が発としてはスラグのはく離があまり問題とならないMIG生します。そこで、はく離性の良いフラックスが必要溶接法が主に用いられていますが、最近ではスラグのとなります。はく離性の良いフラックスが開発され、サブマージア4)5)この2点はほぼ同一内容です。現場溶接においてーク溶接法でも検討されています。は開先壁の変動、狙い位置のずれはどうしても避けら狭開先法に要求される内容れず、その対応力が鈍いと欠陥の発生につながります。厚板を能率よく溶接する狭開先溶接法では以下の項例えば、ある条件で溶接している時、開先幅、あるい目を十分満足する必要があります。は狙い位置が変動してもすぐ対応できるか、または1)開先壁と底部のすみ部を十分溶融させる。少々の変動を問題としないような施工法でなければ欠2)MIG溶接の場合は安定したシールド性能を確保す陥の発生につながります。る。狭開先法の紹介3)サブマージアーク溶接ではスラグのはく離性の良い現在、各社において種々の狭開先法が検討、実用化フラックスを使用する。されています。その一例を以下に示します。4)開先間隔の変化に対応できる。1)ワイヤに曲がりぐせを与える方法5)狙い位置のずれに対する許容範囲が広い。これはMIG溶接法で送給ワイヤに図2に示すように融合不良の発生しやすい場所何んらかの方法で曲げぐせを与え、開先壁、コーナーを十分に溶融させる方法です。そこで常に安定した曲げぐせを与える機構が必要となります。2)サブマージアーク溶接取扱い方は、従来のサブマージアーク溶接と同様ですが、はく離性の良いフラックスを使用します。以上、簡単ですが、狭開先法の概略について説明しましたが、ノズルの肉厚、取扱いやすさから開先幅は約10㎜弱が限度で、さらに狭くしようとするには、開先幅がゼロである電子ビームになるでしょう。(1980年4月号)107
 | <
| <  |
|  > |
> |  >>
>>