>> P.211
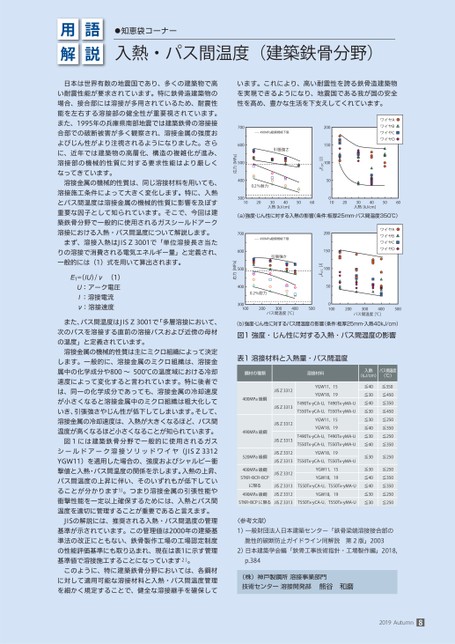
います。これにより、高い耐震性を誇る鉄骨造建築物を実現できるようになり、地震国である我が国の安全性を高め、豊かな生活を下支えしてくれています。ワイヤAワイヤBワイヤCワイヤD506030010203040入熱[kJ/cm]5060010203040入熱[kJ/cm]100[J]VE0℃----490MPa級鋼規格下限引張強さ2001500.2%耐力50700600500400応力[MPa](a)強度・じん性に対する入熱の影響(条件:板厚25mm・パス間温度350℃)----490MPa級鋼規格下限引張強さ200150ワイヤAワイヤBワイヤCワイヤD700600500400応力[MPa]300400パス間温度[℃]500505000100200100[J]VE0℃0.2%耐力300100200300400パス間温度[℃](b)強度・じん性に対するパス間温度の影響(条件:板厚25mm・入熱40kJ/cm)図1強度・じん性に対する入熱・パス間温度の影響表1溶接材料と入熱量・パス間温度鋼材の種類溶接材料入熱(kJ/cm)パス間温度(℃)400MPa級鋼490MPa級鋼520MPa級鋼JISZ3312YGW11,15YGW18,19JISZ3313T490Tx-yCA-U,T490Tx-yMA-UT550Tx-yCA-U,T550Tx-yMA-UJISZ3312YGW11,15YGW18,19JISZ3313T490Tx-yCA-U,T490Tx-yMA-UT550Tx-yCA-U,T550Tx-yMA-UJISZ3312YGW18,19JISZ3313T550Tx-yCA-U,T550Tx-yMA-U400MPa級鋼STKR・BCR・BCPJISZ3312YGW11,15YGW18,19に限るJISZ3313T550Tx-yCA-U,T550Tx-yMA-U490MPa級鋼JISZ3312YGW18,19STKR・BCPに限るJISZ3313T550Tx-yCA-U,T550Tx-yMA-U≦40≦30≦40≦30≦30≦40≦30≦40≦350≦450≦350≦450≦250≦350≦250≦350≦30≦250≦30≦40≦40≦30≦30≦250≦350≦350≦250≦250〈参考文献〉1)一般財団法人日本建築センター「鉄骨梁端溶接接合部の脆性的破断防止ガイドライン同解説第2版」20032)日本建築学会編「鉄骨工事技術指針・工場製作編」2018,p.384(株)神戸製鋼所溶接事業部門技術センター溶接開発部熊谷和磨2019Autumn8日本は世界有数の地震国であり、多くの建築物で高い耐震性能が要求されています。特に鉄骨造建築物の場合、接合部には溶接が多用されているため、耐震性能を左右する溶接部の健全性が重要視されています。また、1995年の兵庫県南部地震では建築鉄骨の溶接接合部での破断被害が多く観察され、溶接金属の強度およびじん性がより注視されるようになりました。さらに、近年では建築物の高層化、構造の複雑化が進み、溶接部の機械的性質に対する要求性能はより厳しくなってきています。溶接金属の機械的性質は、同じ溶接材料を用いても、溶接施工条件によって大きく変化します。特に、入熱とパス間温度は溶接金属の機械的性質に影響を及ぼす重要な因子として知られています。そこで、今回は建築鉄骨分野で一般的に使用されるガスシールドアーク溶接における入熱・パス間温度について解説します。まず、溶接入熱はJISZ3001で「単位溶接長さ当たりの溶接で消費される電気エネルギー量」と定義され、一般的には(1)式を用いて算出されます。E1=(IU)/ν(1)U:アーク電圧I:溶接電流ν:溶接速度また、パス間温度はJISZ3001で「多層溶接において、次のパスを溶接する直前の溶接パスおよび近傍の母材の温度」と定義されています。溶接金属の機械的性質は主にミクロ組織によって決定します。一般的に、溶接金属のミクロ組織は、溶接金属中の化学成分や800〜500℃の温度域における冷却速度によって変化すると言われています。特に後者では、同一の化学成分であっても、溶接金属の冷却速度が小さくなると溶接金属中のミクロ組織は粗大化していき、引張強さやじん性が低下してしまいます。そして、溶接金属の冷却速度は、入熱が大きくなるほど、パス間温度が高くなるほど小さくなることが知られています。図1には建築鉄骨分野で一般的に使用されるガスシールドアーク溶接ソリッドワイヤ(JISZ3312YGW11)を適用した場合の、強度およびシャルピー衝撃値と入熱・パス間温度の関係を示します。入熱の上昇、パス間温度の上昇に伴い、そのいずれもが低下していることが分かります1)。つまり溶接金属の引張性能や衝撃性能を一定以上確保するためには、入熱とパス間温度を適切に管理することが重要であると言えます。JISの解説には、推奨される入熱・パス間温度の管理基準が示されています。この管理値は2000年の建築基準法の改正にともない、鉄骨製作工場の工場認定制度の性能評価基準にも取り込まれ、現在は表1に示す管理基準値で溶接施工することになっています2)。このように、特に建築鉄骨分野においては、各鋼材に対して適用可能な溶接材料と入熱・パス間温度管理を細かく規定することで、健全な溶接継手を確保して用解語説●知恵袋コーナー入熱・パス間温度(建築鉄骨分野)
 | <
| <  |
|  > |
> |  >>
>>