>> P.215
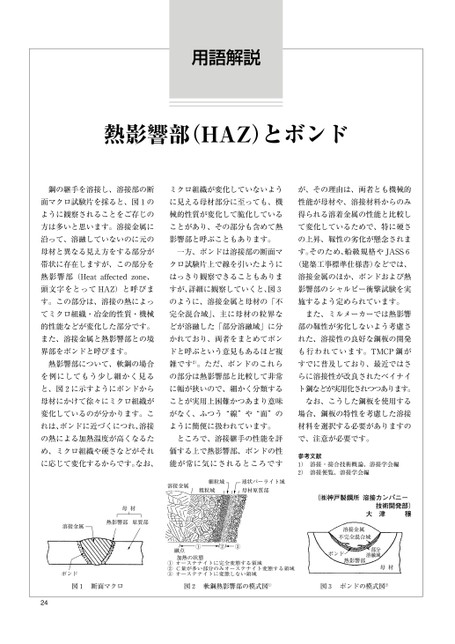
用語解説熱影響部(HAZ)とボンド鋼の継手を溶接し、溶接部の断ミクロ組織が変化していないようが、その理由は、両者とも機械的面マクロ試験片を採ると、図1のに見える母材部分に至っても、機性能が母材や、溶接材料からのみように観察されることをご存じの械的性質が変化して脆化している得られる溶着金属の性能と比較し方は多いと思います。溶接金属にことがあり、その部分も含めて熱て変化しているためで、特に硬さ沿って、溶融していないのに元の影響部と呼ぶこともあります。の上昇、靱性の劣化が懸念されま母材と異なる見え方をする部分が一方、ボンドは溶接部の断面マす。そのため、船級規格やJASS6帯状に存在しますが、この部分をクロ試験片上で線を引いたように(建築工事標準仕様書)などでは、熱影響部(Heataffectedzone、はっきり観察できることもありま溶接金属のほか、ボンドおよび熱頭文字をとってHAZ)と呼びますが、詳細に観察していくと、図3影響部のシャルピー衝撃試験を実す。この部分は、溶接の熱によっのように、溶接金属と母材の「不施するよう定められています。てミクロ組織・冶金的性質・機械完全混合域」、主に母材の粒界なまた、ミルメーカーでは熱影響的性能などが変化した部分です。どが溶融した「部分溶融域」に分部の靱性が劣化しないよう考慮さまた、溶接金属と熱影響部との境かれており、両者をまとめてボンれた、溶接性の良好な鋼板の開発界部をボンドと呼びます。ドと呼ぶという意見もあるほど複も行われています。TMCP鋼が熱影響部について、軟鋼の場合雑です2)。ただ、ボンドのこれらすでに普及しており、最近ではさを例にしてもう少し細かく見るの部分は熱影響部と比較して非常らに溶接性が改良されたベイナイと、図2に示すようにボンドからに幅が狭いので、細かく分類するト鋼などが実用化されつつあります。母材にかけて徐々にミクロ組織がことが実用上困難かつあまり意味なお、こうした鋼板を使用する変化しているのが分かります。こがなく、ふつう“線”や“面”の場合、鋼板の特性を考慮した溶接れは、ボンドに近づくにつれ、溶接ように簡便に扱われています。材料を選択する必要がありますのの熱による加熱温度が高くなるたところで、溶接継手の性能を評で、注意が必要です。め、ミクロ組織や硬さなどがそれ価する上で熱影響部、ボンドの性に応じて変化するからです。なお、能が常に気にされるところです参考文献1)溶接・接合技術概論、溶接学会編2)溶接便覧、溶接学会編溶接金属細粒域球状パーライト域粗粒域母材原質部母材溶接金属熱影響部原質部ボンド①②③融点加熱の状態①オーステナイトに完全変態する領域②C量が多い部分のみオーステナイト変態する領域③オーステナイトに変態しない領域(㈱神戸製鋼所溶接カンパニー技術開発部)大津穣溶接金属不完全混合域ボンド熱影響部部分溶融域母材図1断面マクロ図2軟鋼熱影響部の模式図1)図3ボンドの模式図2)24
 | <
| <  |
|  > |
> |  >>
>>