>> P.239
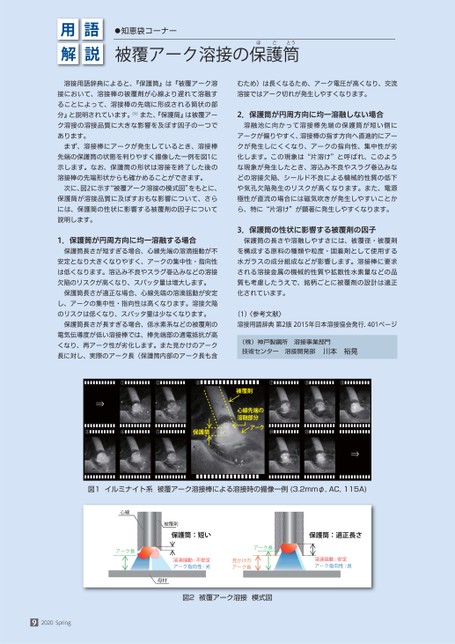
用解語説●知恵袋コーナー被覆アーク溶接の保護筒ほごとう溶接用語辞典によると、『保護筒』は『被覆アーク溶接において、溶接棒の被覆剤が心線より遅れて溶融することによって、溶接棒の先端に形成される筒状の部分』と説明されています。(1)また、『保護筒』は被覆アーク溶接の溶接品質に大きな影響を及ぼす因子の一つであります。まず、溶接棒にアークが発生しているとき、溶接棒先端の保護筒の状態を判りやすく撮像した一例を図1に示します。なお、保護筒の形状は溶接を終了した後の溶接棒の先端形状からも確かめることができます。次に、図2に示す“被覆アーク溶接の模式図”をもとに、保護筒が溶接品質に及ぼすおもな影響について、さらには、保護筒の性状に影響する被覆剤の因子について説明します。1.保護筒が円周方向に均一溶融する場合保護筒長さが短すぎる場合、心線先端の溶滴揺動が不安定となり大きくなりやすく、アークの集中性・指向性は低くなります。溶込み不良やスラグ巻込みなどの溶接欠陥のリスクが高くなり、スパッタ量は増大します。保護筒長さが適正な場合、心線先端の溶滴揺動が安定し、アークの集中性・指向性は高くなります。溶接欠陥のリスクは低くなり、スパッタ量は少なくなります。保護筒長さが長すぎる場合、低水素系などの被覆剤の電気伝導度が低い溶接棒では、棒先端部の通電抵抗が高くなり、再アーク性が劣化します。また見かけのアーク長に対し、実際のアーク長(保護筒内部のアーク長も含むため)は長くなるため、アーク電圧が高くなり、交流溶接ではアーク切れが発生しやすくなります。2.保護筒が円周方向に均一溶融しない場合溶融池に向かって溶接棒先端の保護筒が短い側にアークが偏りやすく、溶接棒の指す方向へ直進的にアークが発生しにくくなり、アークの指向性、集中性が劣化します。この現象は“片溶け”と呼ばれ、このような現象が発生したとき、溶込み不良やスラグ巻込みなどの溶接欠陥、シールド不良による機械的性質の低下や気孔欠陥発生のリスクが高くなります。また、電源極性が直流の場合には磁気吹きが発生しやすいことから、特にが顕著に発生しやすくなります。“片溶け”3.保護筒の性状に影響する被覆剤の因子保護筒の長さや溶融しやすさには、被覆径・被覆剤を構成する原料の種類や粒度・固着剤として使用する水ガラスの成分組成などが影響します。溶接棒に要求される溶接金属の機械的性質や拡散性水素量などの品質も考慮したうえで、銘柄ごとに被覆剤の設計は適正化されています。(1)〈参考文献〉溶接用語辞典第2版2015年日本溶接協会発行.401ページ(株)神戸製鋼所溶接事業部門技術センター溶接開発部川本裕晃被覆剤心線先端の溶融部分アーク保護筒図1イルミナイト系被覆アーク溶接棒による溶接時の撮像一例(3.2mmφ,AC,115A)心線アーク長被覆剤保護筒:短い保護筒:適正長さアーク長溶滴揺動:不安定アーク指向性:劣見かけのアーク長溶滴揺動:安定アーク指向性:良母材図2被覆アーク溶接模式図92020Spring
 | <
| <  |
|  > |
> |  >>
>>