>> P.266
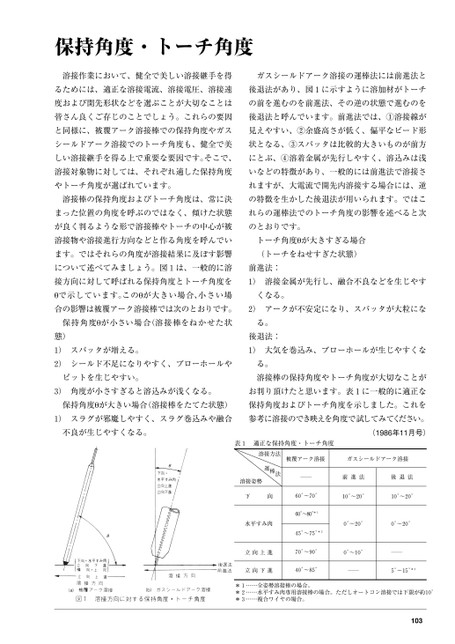
保持角度・トーチ角度溶接作業において、健全で美しい溶接継手を得ガスシールドアーク溶接の運棒法には前進法とるためには、適正な溶接電流、溶接電圧、溶接速後退法があり、図1に示すように溶加材がトーチ度および開先形状などを選ぶことが大切なことはの前を進むのを前進法、その逆の状態で進むのを皆さん良くご存じのことでしょう。これらの要因後退法と呼んでいます。前進法では、①溶接線がと同様に、被覆アーク溶接棒での保持角度やガス見えやすい、②余盛高さが低く、偏平なビード形シールドアーク溶接でのトーチ角度も、健全で美状となる、③スパッタは比較的大きいものが前方しい溶接継手を得る上で重要な要因です。そこで、にとぶ、④溶着金属が先行しやすく、溶込みは浅溶接対象物に対しては、それぞれ適した保持角度いなどの特徴があり、一般的には前進法で溶接さやトーチ角度が選ばれています。れますが、大電流で開先内溶接する場合には、逆溶接棒の保持角度およびトーチ角度は、常に決の特徴を生かした後退法が用いられます。ではこまった位置の角度を呼ぶのではなく、傾けた状態れらの運棒法でのトーチ角度の影響を述べると次が良く判るような形で溶接棒やトーチの中心が被のとおりです。溶接物や溶接進行方向などと作る角度を呼んでいトーチ角度θが大きすぎる場合ます。ではそれらの角度が溶接結果に及ぼす影響(トーチをねせすぎた状態)について述べてみましょう。図1は、一般的に溶前進法:接方向に対して呼ばれる保持角度とトーチ角度を1)溶接金属が先行し、融合不良などを生じやすθで示しています。このθが大きい場合、小さい場くなる。合の影響は被覆アーク溶接棒では次のとおりです。2)アークが不安定になり、スパッタが大粒にな保持角度θが小さい場合(溶接棒をねかせた状る。態)後退法:1)スパッタが増える。1)大気を巻込み、ブローホールが生じやすくな2)シールド不足になりやすく、ブローホールやる。ピットを生じやすい。溶接棒の保持角度やトーチ角度が大切なことが3)角度が小さすぎると溶込みが浅くなる。お判り頂けたと思います。表1に一般的に適正な保持角度θが大きい場合(溶接棒をたてた状態)保持角度およびトーチ角度を示しました。これを1)スラグが邪魔しやすく、スラグ巻込みや融合参考に溶接のでき映えを角度で試してみてください。不良が生じやすくなる。(1986年11月号)表1適正な保持角度・トーチ角度溶接方法運棒法溶接姿勢被覆アーク溶接ガスシールドアーク溶接――前進法後退法下向60゜〜70゜60゜〜80*゜1水平すみ肉457040立向上進立向下進゜〜75゜*2゜〜90゜゜〜85゜10゜〜20゜0゜〜200゜〜10゜゜――10゜〜20゜0゜〜20゜――5゜〜15*3゜***123……全姿勢溶接棒……水平……複合すみワイヤのの場合。肉専用溶接棒場合。の場合。ただしオートコン溶接では下限が約10゜103
 | <
| <  |
|  > |
> |  >>
>>