>> P.267
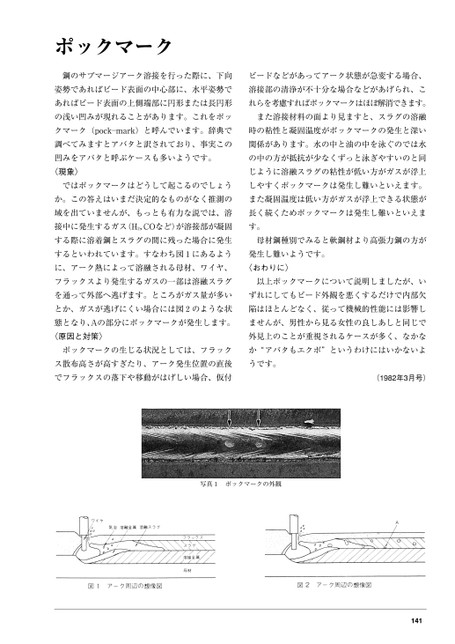
ポックマーク鋼のサブマージアーク溶接を行った際に、下向ビードなどがあってアーク状態が急変する場合、姿勢であればビード表面の中心部に、水平姿勢で溶接部の清浄が不十分な場合などがあげられ、こあればビード表面の上側端部に円形または長円形れらを考慮すればポックマークはほぼ解消できます。の浅い凹みが現れることがあります。これをポッまた溶接材料の面より見ますと、スラグの溶融クマーク(pock―mark)と呼んでいます。辞典で時の粘性と凝固温度がポックマークの発生と深い調べてみますとアバタと訳されており、事実この関係があります。水の中と油の中を泳ぐのでは水凹みをアバタと呼ぶケースも多いようです。の中の方が抵抗が少なくずっと泳ぎやすいのと同〈現象〉じように溶融スラグの粘性が低い方がガスが浮上ではポックマークはどうして起こるのでしょうしやすくポックマークは発生し難いといえます。か。この答えはいまだ決定的なものがなく推測のまた凝固温度は低い方がガスが浮上できる状態が域を出ていませんが、もっとも有力な説では、溶長く続くためポックマークは発生し難いといえま接中に発生するガス(H2,COなど)が溶接部が凝固す。する際に溶着鋼とスラグの間に残った場合に発生母材鋼種別でみると軟鋼材より高張力鋼の方がするといわれています。すなわち図1にあるよう発生し難いようです。に、アーク熱によって溶融される母材、ワイヤ、〈おわりに〉フラックスより発生するガスの一部は溶融スラグ以上ポックマークについて説明しましたが、いを通って外部へ逃げます。ところがガス量が多いずれにしてもビード外観を悪くするだけで内部欠とか、ガスが逃げにくい場合には図2のような状陥はほとんどなく、従って機械的性能には影響し態となり、Aの部分にポックマークが発生します。ませんが、男性から見る女性の良しあしと同じで〈原因と対策〉外見上のことが重視されるケースが多く、なかなポックマークの生じる状況としては、フラックか“アバタもエクボ”というわけにはいかないよス散布高さが高すぎたり、アーク発生位置の直後うです。でフラックスの落下や移動がはげしい場合、仮付(1982年3月号)写真1ポックマークの外観141
 | <
| <  |
|  > |
> |  >>
>>