>> P.269
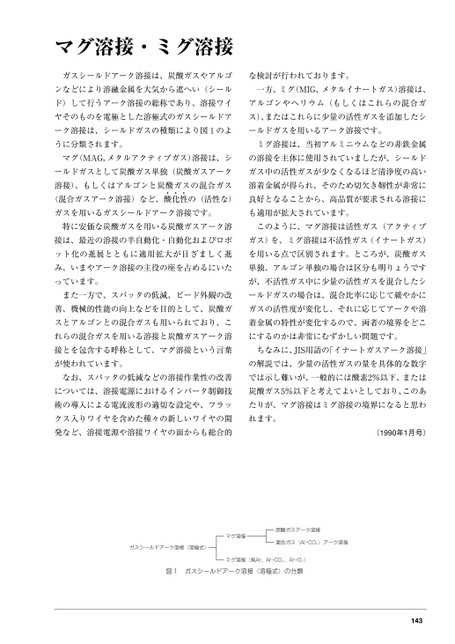
マグ溶接・ミグ溶接ガスシールドアーク溶接は、炭酸ガスやアルゴな検討が行われております。ンなどにより溶融金属を大気から遮へい(シール一方、ミグ(MIG、メタルイナートガス)溶接は、ド)して行うアーク溶接の総称であり、溶接ワイアルゴンやヘリウム(もしくはこれらの混合ガヤそのものを電極とした溶極式のガスシールドアス)、またはこれらに少量の活性ガスを添加したシーク溶接は、シールドガスの種類により図1のよールドガスを用いるアーク溶接です。うに分類されます。ミグ溶接は、当初アルミニウムなどの非鉄金属マグ(MAG,メタルアクティブガス)溶接は、シの溶接を主体に使用されていましたが、シールドールドガスとして炭酸ガス単独(炭酸ガスアークガス中の活性ガスが少なくなるほど清浄度の高い溶接)、もしくはアルゴンと炭酸ガスの混合ガス溶着金属が得られ、そのため切欠き靭性が非常に(混合ガスアーク溶接)など、酸の(活性な)良好となることから、高品質が要求される溶接に性化ガスを用いるガスシールドアーク溶接です。も適用が拡大されています。特に安価な炭酸ガスを用いる炭酸ガスアーク溶このように、マグ溶接は活性ガス(アクティブ接は、最近の溶接の半自動化・自動化およびロボガス)を、ミグ溶接は不活性ガス(イナートガス)ット化の進展とともに適用拡大が目ざましく進を用いる点で区別されます。ところが、炭酸ガスみ、いまやアーク溶接の主役の座を占めるにいた単独、アルゴン単独の場合は区分も明りょうですっています。が、不活性ガス中に少量の活性ガスを混合したシまた一方で、スパッタの低減、ビード外観の改ールドガスの場合は、混合比率に応じて緩やかに善、機械的性能の向上などを目的として、炭酸ガガスの活性度が変化し、それに応じてアークや溶スとアルゴンとの混合ガスも用いられており、こ着金属の特性が変化するので、両者の境界をどこれらの混合ガスを用いる溶接と炭酸ガスアーク溶にするのかは非常にむずかしい問題です。接とを包含する呼称として、マグ溶接という言葉ちなみに、JIS用語の「イナートガスアーク溶接」が使われています。の解説では、少量の活性ガスの量を具体的な数字なお、スパッタの低減などの溶接作業性の改善では示し難いが、一般的には酸素2%以下、またはについては、溶接電源におけるインバータ制御技炭酸ガス5%以下と考えてよいとしており、このあ術の導入による電流波形の適切な設定や、フラッたりが、マグ溶接はミグ溶接の境界になると思わクス入りワイヤを含めた種々の新しいワイヤの開れます。発など、溶接電源や溶接ワイヤの面からも総合的(1990年1月号)ガスシールドアーク溶接(溶極式)マグ溶接ミグ溶接(純Ar,炭酸ガスアーク溶接混合ガス(Ar-CO)アーク溶接2Ar―CO,2Ar―O)2図1ガスシールドアーク溶接(溶極式)の分類143
 | <
| <  |
|  > |
> |  >>
>>