>> P.271
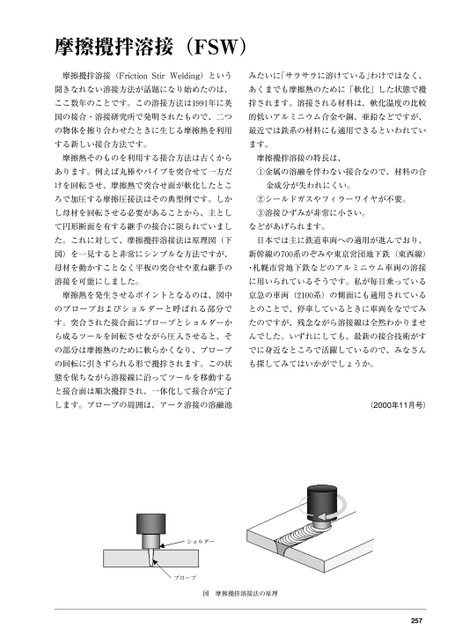
摩擦攪拌溶接(FSW)摩擦攪拌溶接(FrictionStirWelding)というみたいに「サラサラに溶けている」わけではなく、聞きなれない溶接方法が話題になり始めたのは、あくまでも摩擦熱のために「軟化」した状態で攪ここ数年のことです。この溶接方法は1991年に英拌されます。溶接される材料は、軟化温度の比較国の接合・溶接研究所で発明されたもので、二つ的低いアルミニウム合金や銅、亜鉛などですが、の物体を擦り合わせたときに生じる摩擦熱を利用最近では鉄系の材料にも適用できるといわれていする新しい接合方法です。ます。摩擦熱そのものを利用する接合方法は古くから摩擦攪拌溶接の特長は、あります。例えば丸棒やパイプを突合せて一方だ①金属の溶融を伴わない接合なので、材料の合けを回転させ、摩擦熱で突合せ面が軟化したとこ金成分が失われにくい。ろで加圧する摩擦圧接法はその典型例です。しか②シールドガスやフィラーワイヤが不要。し母材を回転させる必要があることから、主とし③溶接ひずみが非常に小さい。て円形断面を有する継手の接合に限られていましなどがあげられます。た。これに対して、摩擦攪拌溶接法は原理図(下日本では主に鉄道車両への適用が進んでおり、図)を一見すると非常にシンプルな方法ですが、新幹線の700系のぞみや東京営団地下鉄(東西線)母材を動かすことなく平板の突合せや重ね継手の・札幌市営地下鉄などのアルミニウム車両の溶接溶接を可能にしました。に用いられているそうです。私が毎日乗っている摩擦熱を発生させるポイントとなるのは、図中京急の車両(2100系)の側面にも適用されているのプローブおよびショルダーと呼ばれる部分でとのことで、停車しているときに車両をなでてみす。突合された接合面にプローブとショルダーかたのですが、残念ながら溶接線は全然わかりませら成るツールを回転させながら圧入させると、そんでした。いずれにしても、最新の接合技術がすの部分は摩擦熱のために軟らかくなり、プローブでに身近なところで活躍しているので、みなさんの回転に引きずられる形で攪拌されます。この状も探してみてはいかがでしょうか。態を保ちながら溶接線に沿ってツールを移動すると接合面は順次攪拌され、一体化して接合が完了します。プローブの周囲は、アーク溶接の溶融池(2000年11月号)ショルダープローブ図摩擦攪拌溶接法の原理257
 | <
| <  |
|  > |
> |  >>
>>