>> P.288
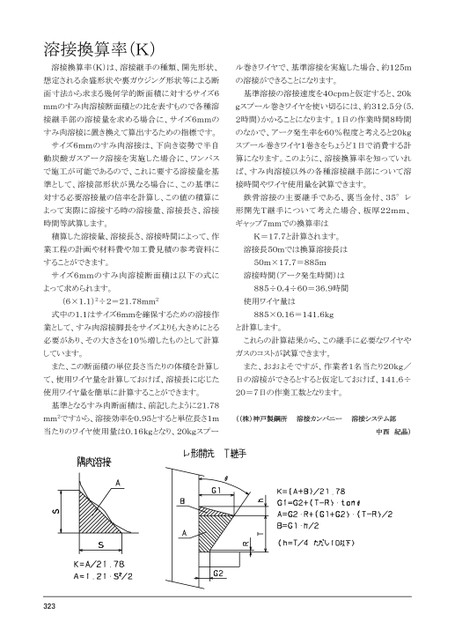
溶接換算率(K)溶接換算率(K)は、溶接継手の種類、開先形状、ル巻きワイヤで、基準溶接を実施した場合、約125m想定される余盛形状や裏ガウジング形状等による断の溶接ができることになります。面寸法から求まる幾何学的断面積に対するサイズ6基準溶接の溶接速度を40cpmと仮定すると、20kmmのすみ肉溶接断面積との比を表すもので各種溶gスプール巻きワイヤを使い切るには、約312.5分(5.接継手部の溶接量を求める場合に、サイズ6mmの2時間)かかることになります。1日の作業時間8時間すみ肉溶接に置き換えて算出するための指標です。のなかで、アーク発生率を60%程度と考えると20kgサイズ6mmのすみ肉溶接は、下向き姿勢で半自スプール巻きワイヤ1巻きをちょうど1日で消費する計動炭酸ガスアーク溶接を実施した場合に、ワンパス算になります。このように、溶接換算率を知っていれで施工が可能であるので、これに要する溶接量を基ば、すみ肉溶接以外の各種溶接継手部について溶準として、溶接部形状が異なる場合に、この基準に接時間やワイヤ使用量を試算できます。対する必要溶接量の倍率を計算し、この値の積算に鉄骨溶接の主要継手である、裏当金付、35°レよって実際に溶接する時の溶接量、溶接長さ、溶接形開先T継手について考えた場合、板厚22mm、時間等試算します。ギャップ7mmでの換算率は積算した溶接量、溶接長さ、溶接時間によって、作K=17.7と計算されます。業工程の計画や材料費や加工費見積の参考資料に溶接長50mでは換算溶接長はすることができます。50m×17.7=885mサイズ6mmのすみ肉溶接断面積は以下の式に溶接時間(アーク発生時間)はよって求められます。885÷0.4÷60=36.9時間(6×1.1)2÷2=21.78mm2使用ワイヤ量は式中の1.1はサイズ6mmを確保するための溶接作885×0.16=141.6kg業として、すみ肉溶接脚長をサイズよりも大きめにとると計算します。必要があり、その大きさを10%増したものとして計算これらの計算結果から、この継手に必要なワイヤやしています。ガスのコストが試算できます。また、この断面積の単位長さ当たりの体積を計算しまた、おおよそですが、作業者1名当たり20kg/て、使用ワイヤ量を計算しておけば、溶接長に応じた日の溶接ができるとすると仮定しておけば、141.6÷使用ワイヤ量を簡単に計算することができます。20=7日の作業工数となります。基準となるすみ肉断面積は、前記したように21.78mm2ですから、溶接効率を0.95とすると単位長さ1m((株)神戸製鋼所溶接カンパニー溶接システム部当たりのワイヤ使用量は0.16kgとなり、20kgスプー中西紀晶)233
 | <
| <  |
|  > |
> |  >>
>>