>> P.289
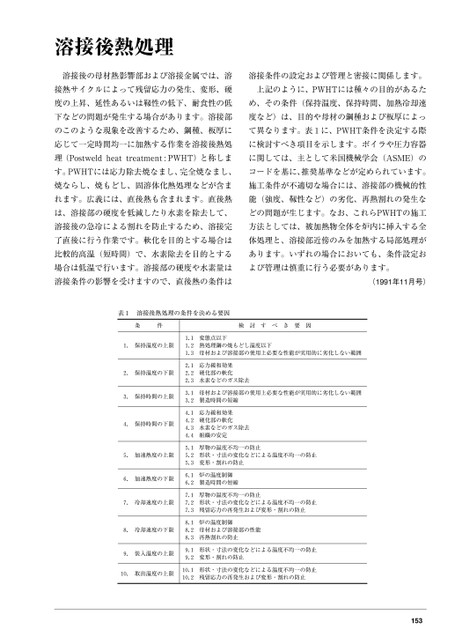
溶接後熱処理溶接後の母材熱影響部および溶接金属では、溶溶接条件の設定および管理と密接に関係します。接熱サイクルによって残留応力の発生、変形、硬上記のように、PWHTには種々の目的があるた度の上昇、延性あるいは靱性の低下、耐食性の低め、その条件(保持温度、保持時間、加熱冷却速下などの問題が発生する場合があります。溶接部度など)は、目的や母材の鋼種および板厚によっのこのような現象を改善するため、鋼種、板厚にて異なります。表1に、PWHT条件を決定する際応じて一定時間均一に加熱する作業を溶接後熱処に検討すべき項目を示します。ボイラや圧力容器理(Postweldheattreatment:PWHT)と称しまに関しては、主として米国機械学会(ASME)のす。PWHTには応力除去焼なまし、完全焼なまし、コードを基に、推奨基準などが定められています。焼ならし、焼もどし、固溶体化熱処理などが含ま施工条件が不適切な場合には、溶接部の機械的性れます。広義には、直後熱も含まれます。直後熱能(強度、靱性など)の劣化、再熱割れの発生なは、溶接部の硬度を低減したり水素を除去して、どの問題が生じます。なお、これらPWHTの施工溶接後の急冷による割れを防止するため、溶接完方法としては、被加熱物全体を炉内に挿入する全了直後に行う作業です。軟化を目的とする場合は体処理と、溶接部近傍のみを加熱する局部処理が比較的高温(短時間)で、水素除去を目的とするあります。いずれの場合においても、条件設定お場合は低温で行います。溶接部の硬度や水素量はよび管理は慎重に行う必要があります。溶接条件の影響を受けますので、直後熱の条件は(1991年11月号)表11.2.3.4.5.6.7.8.9.10.溶接後熱処理の条件を決める要因条件検討すべき要因保持温度の上限保持温度の下限保持時間の上限保持時間の下限加速熱度の上限加速熱度の下限冷却速度の上限冷却速度の下限装入温度の上限取出温度の上限1.11.21.32.12.22.33.13.24.14.24.34.45.15.25.36.16.27.17.27.38.18.28.39.19.210.110.2変態点以下の熱処理鋼および母材焼溶接部もどしの温度以下使用上必要な性能が実用的に劣化しない範囲応力緩和効果硬化部軟化水素などのガスの除去母材製造時間およびの溶接部短縮の使用上必要な性能が実用的に劣化しない範囲の応力緩和効果硬化部軟化水素組織などのガスの安定除去の厚物形状・寸法変形・割温度不均一変化防止のれの防止のなどによる温度不均一の防止温度制御の炉製造時間の短縮の厚物形状・寸法の残留応力温度不均一の変化再発生防止のなどによるおよび温度不均一防止の防止変形・割れのの炉母材再熱割温度制御およびれの溶接部防止の性能形状・寸法変形・割のれの変化防止などによる温度不均一の防止形状・寸法の残留応力の変化再発生などによるおよび変形・割れのの防止温度不均一防止153
 | <
| <  |
|  > |
> |  >>
>>