>> P.340
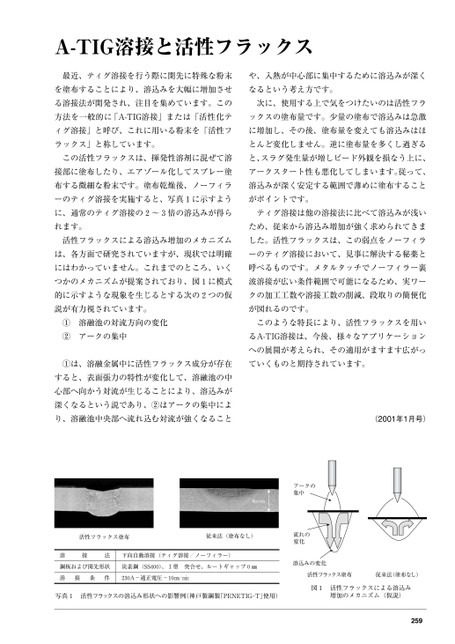
A-TIG溶接と活性フラックス最近、ティグ溶接を行う際に開先に特殊な粉末や、入熱が中心部に集中するために溶込みが深くを塗布することにより、溶込みを大幅に増加させなるという考え方です。る溶接法が開発され、注目を集めています。この次に、使用する上で気をつけたいのは活性フラ方法を一般的に「A-TIG溶接」または「活性化テックスの塗布量です。少量の塗布で溶込みは急激ィグ溶接」と呼び、これに用いる粉末を「活性フに増加し、その後、塗布量を変えても溶込みはほラックス」と称しています。とんど変化しません。逆に塗布量を多くし過ぎるこの活性フラックスは、揮発性溶剤に混ぜて溶と、スラグ発生量が増しビード外観を損なう上に、接部に塗布したり、エアゾール化してスプレー塗アークスタート性も悪化してしまいます。従って、布する微細な粉末です。塗布乾燥後、ノーフィラ溶込みが深く安定する範囲で薄めに塗布することーのティグ溶接を実施すると、写真1に示すようがポイントです。に、通常のティグ溶接の2〜3倍の溶込みが得らティグ溶接は他の溶接法に比べて溶込みが浅いれます。ため、従来から溶込み増加が強く求められてきま活性フラックスによる溶込み増加のメカニズムした。活性フラックスは、この弱点をノーフィラは、各方面で研究されていますが、現状では明確ーのティグ溶接において、見事に解決する秘薬とにはわかっていません。これまでのところ、いく呼べるものです。メタルタッチでノーフィラー裏つかのメカニズムが提案されており、図1に模式波溶接が広い条件範囲で可能になるため、実ワー的に示すような現象を生じるとする次の2つの仮クの加工工数や溶接工数の削減、段取りの簡便化説が有力視されています。①②溶融池の対流方向の変化アークの集中が図れるのです。このような特長により、活性フラックスを用いるA-TIG溶接は、今後、様々なアプリケーションへの展開が考えられ、その適用がますます広がっ①は、溶融金属中に活性フラックス成分が存在ていくものと期待されています。すると、表面張力の特性が変化して、溶融池の中心部へ向かう対流が生じることにより、溶込みが深くなるという説であり、②はアークの集中により、溶融池中央部へ流れ込む対流が強くなること(2001年1月号)活性フラックス塗布従来法(塗布なし)溶接法下向自動溶接(ティグ溶接/ノーフィラー)鋼板および開先形状炭素鋼(SS400)、Ⅰ型突合せ、ルートギャップ0㎜溶接条件230A-適正電圧-10㎝/min写真1活性フラックスの溶込み形状への影響例(神戸製鋼製「PENETIG―T」使用)アークの集中流れの変化溶込みの変化活性フラックス塗布従来法(塗布なし)図1活性フラックスによる溶込み増加のメカニズム(仮説)259
 | <
| <  |
|  > |
> |  >>
>>