>> P.382
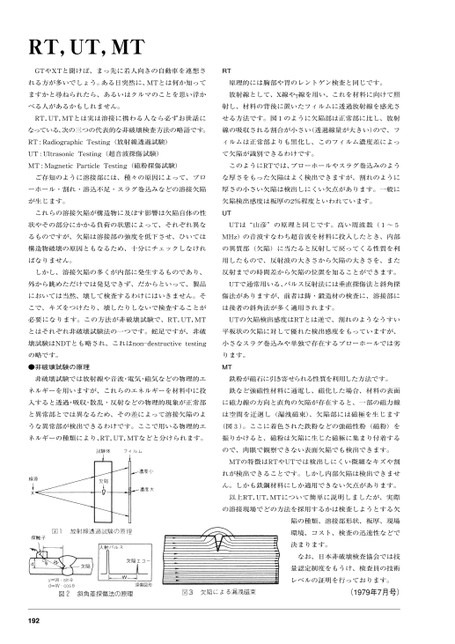
RT,UT,MTGTやXTと聞けば、まっ先に若人向きの自動車を連想さRTれる方が多いでしょう。ある日突然に、MTとは何か知って原理的には胸部や胃のレントゲン検査と同じです。ますかと尋ねられたら、あるいはクルマのことを思い浮か放射線として、X線やγ線を用い、これを材料に向けて照べる人があるかもしれません。射し、材料の背後に置いたフィルムに透過放射線を感光さRT,UT,MTとは実は溶接に携わる人なら必ずお世話にせる方法です。図1のように欠陥部は正常部に比し、放射なっている、次の三つの代表的な非破壊検査方法の略語です。線の吸収される割合が小さい(透過線量が大きい)ので、フRT:RadiographicTesting(放射線透過試験)ィルムは正常部よりも黒化し、このフィルム濃度差によっUT:UltrasonicTesting(超音波探傷試験)て欠陥が識別できるわけです。MT:MagneticParticleTesting(磁粉探傷試験)このようにRTでは、ブローホールやスラグ巻込みのようご存知のように溶接部には、種々の原因によって、ブロな厚さをもった欠陥はよく検出できますが、割れのようにーホール・割れ・溶込不足・スラグ巻込みなどの溶接欠陥厚さの小さい欠陥は検出しにくい欠点があります。一般にが生じます。欠陥検出感度は板厚の2%程度といわれています。これらの溶接欠陥が構造物に及ぼす影響は欠陥自体の性UT状やその部分にかかる負荷の状態によって、それぞれ異なUTは“山彦”の原理と同じです。高い周波数(1〜5るものですが、欠陥は溶接部の強度を低下させ、ひいてはMHz)の音波すなわち超音波を材料に投入したとき、内部構造物破壊の原因ともなるため、十分にチェックしなけれの異質部(欠陥)に当たると反射して戻ってくる性質を利ばなりません。用したもので、反射波の大きさから欠陥の大きさを、またしかし、溶接欠陥の多くが内部に発生するものであり、反射までの時間差から欠陥の位置を知ることができます。外から眺めただけでは発見できず、だからといって、製品UTで通常用いる、パルス反射法には垂直探傷法と斜角探においては当然、壊して検査するわけにはいきません。そ傷法がありますが、前者は鋳・鍛造材の検査に、溶接部にこで、キズをつけたり、壊したりしないで検査することがは後者の斜角法が多く適用されます。必要になります。この方法が非破壊試験で、RT,UT,MTUTの欠陥検出感度はRTとは逆で、割れのようなうすいとはそれぞれ非破壊試験法の一つです。蛇足ですが、非破平板状の欠陥に対して優れた検出感度をもっていますが、壊試験はNDTとも略され、これはnon―destructivetesting小さなスラグ巻込みや単独で存在するブローホールでは劣の略です。●非破壊試験の原理ります。MT非破壊試験では放射線や音波・電気・磁気などの物理的エ鉄粉が磁石に引き寄せられる性質を利用した方法です。ネルギーを用いますが、これらのエネルギーを材料中に投鉄など強磁性材料に通電し、磁化した場合、材料の表面入すると透過・吸収・散乱・反射などの物理的現象が正常部に磁力線の方向と直角の欠陥が存在すると、一部の磁力線と異常部とでは異なるため、その差によって溶接欠陥のよは空間を迂迴し(漏洩磁束)、欠陥部には磁極を生じますうな異常部が検出できるわけです。ここで用いる物理的エ(図3)。ここに着色された鉄粉などの強磁性粉(磁粉)をネルギーの種類により、RT,UT,MTなどと分けられます。振りかけると、磁粉は欠陥に生じた磁極に集まり付着するので、肉眼で観察できない表面欠陥でも検出できます。MTの特徴はRTやUTでは検出しにくい微細なキズや割れが検出できることです。しかし内部欠陥は検出できません。しかも鉄鋼材料にしか適用できない欠点があります。以上RT,UT,MTについて簡単に説明しましたが、実際の溶接現場でどの方法を採用するかは検査しようとする欠陥の種類、溶接部形状、板厚、現場環境、コスト、検査の迅速性などで決まります。なお、日本非破壊検査協会では技量認定制度をもうけ、検査員の技術レベルの証明を行っております。(1979年7月号)y=W・sinθd=W・cosθ深傷図形図2斜角差探傷法の原理192
 | <
| <  |
|  > |
> |  >>
>>