波形制御サブマージアーク溶接技術
1. はじめに
近年、GMAW(Gas Metal Arc Welding)電源、GTAW(Gas Tungsten Arc Welding)電源をはじめ各種アーク溶接のデジタル制御電源の普及は進んでおり、比較的歴史の古いSAW(Submerged Arc Welding)電源についてもその開発が進んでいます。
ここでは、波形制御サブマージアーク溶接技術の概要に触れるとともに、当該電源を用いた試験例について紹介します。
2. 概要
サブマージアーク溶接における電源は、母材の鋼種、使用するワイヤの材質やワイヤ径などにより、交流や直流を選択します。ここでは、交流波形制御の概要について説明します。
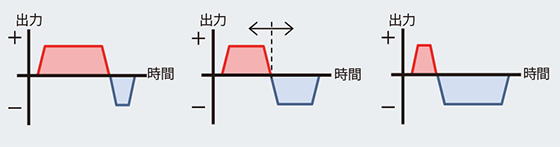
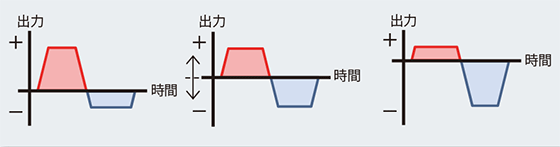
図1-1および、図1-2に示すように、交流波形1サイクルのプラス・マイナスの時間比率を調整したり、出力比率を調整することで、交流出力を非対称な波形に制御します。
3. 試験例
波形制御サブマージアーク溶接電源を用いて、ビード オン プレート溶接を実施した試験結果を以下に示します。
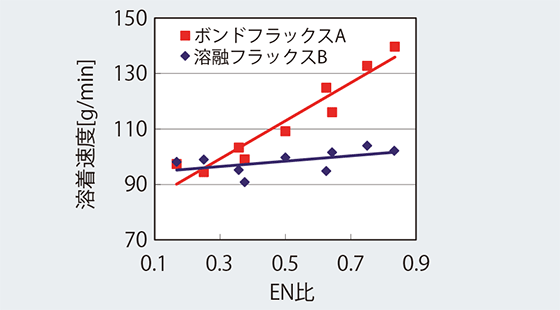
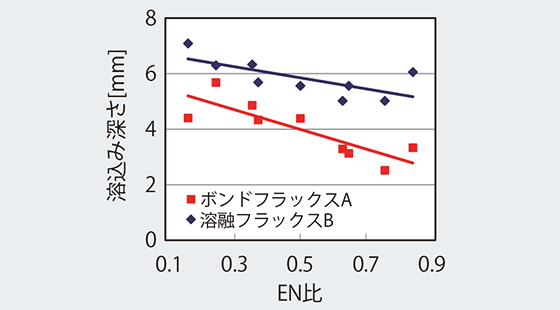
表1に示す条件で溶接を実施し、また、式(1)に示す値をEN比と定義しました。EN比と溶着速度の関係を図2-1に、EN比と溶込み深さの関係を図2-2に示します。
| 極性 | 電源特性 | 電流 | 電圧 | 速度 | フラックスの種類 | ワイヤ径 | 母材 |
|---|---|---|---|---|---|---|---|
| AC 矩形波 | 定電流 特性 | 520A | 30V | 42cm /min | ボンドフラックスA | 4.0mm | SM490A 20mmt |
| 溶融フラックスB |
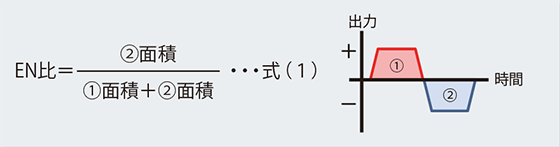
図2-1に示すように、EN比の増加と共に溶着速度が増加していること、フラックスの種類でのその変化傾向(グラフの傾き)が異なることが確認できます。また、溶込み深さについては、図2-2に示すようにEN比の増加と共に溶込み深さは減少する傾向であることが分かります。
以上のように、交流波形のプラス、マイナスの割合を制御することで、同一入熱でも溶着速度を変化させたり、溶込み深さを変化させることが可能になります。うまく利用することで、溶接の効率化や溶接による母材希釈の調整などに役立つ機能だと考えられます。
iPhone/iPad、Android用デジタルカタログ
<専用ビューアが必要です>
スマートフォン、タブレットの方は、専用ビューアをダウンロードしてから閲覧ください。

