2016 国際ウェルディングショー出展の見どころ
1. はじめに
2016 国際ウェルディングショーが来る4月13 日(水)~ 16 日(土)の4日間、インテックス大阪にて開催されます。神戸製鋼は「 KOBELCO - Your Best Partner 」をテーマに、皆様の「ものづくり」を支える最新の溶接材料、溶接ロボットシステム、溶接プロセスを展示致します。また、世界中でビジネスを展開している神戸製鋼だからこその幅広い溶接材料ラインナップや、溶接ニーズごとの最新トレンドも発信致します。
2. 技術の見どころ

溶接実演コーナーでは最新型のロボットコントローラ“CB”を今回初出品します。大幅に性能アップしたことにより実現した、高品質かつ高速な水平すみ肉溶接をご覧いただきます(図1)。
また、造船業界に向けて教示プログラム自動作成ソフト“SMART TEACHINGTM” によるオフラインティーチングを、ご好評をいただいている鉄骨システムでは、新たな継手への適用例として“勾配仕口” へのロボット適用を参考出品として展示致します。
パネル展示コーナーでは共通課題である自動化・脱技能化・高品質化に対応した商品を紹介致します。造船、鉄骨・橋梁、自動車、建設機械、エネルギーの各業種について、最新の溶接材料や溶接システムの情報をご提供します。
溶接総合メーカーとして、神戸製鋼ならではの溶接ソリューションをご覧ください。
3. 実演コーナー
3.1 新型コントローラCB+高品質すみ肉施工法
この度上市致しますアーク溶接ロボットARCMAN™シリーズCBコントローラは、「世界中、ちゃんと溶接できるまで」をコンセプトに開発を行ったコントローラです。
建築鉄骨や、橋梁、建設機械、鉄道車両、造船などの中厚板溶接では、長時間にわたり連続溶接を繰り返す多層盛溶接が行われます。当社は、ワークの溶接熱ひずみ変形に追従するアークセンサ技術や制振制御技術などを駆使した溶接システムにより、高品質な溶接を提供してまいりました。
CBコントローラでは、ますます高度化する溶接自動化ニーズに応えられるよう、高性能化・高機能化・簡単化を追求致しました。
また、大型構造物の溶接では長時間になりがちなロボットのティーチングをより簡単・快適に行えるよう、教示ペンダントも一新しました。
CBコントローラの主な特長は大きく3つあります。
(1)中厚板溶接を支える高性能
- 制御性能を従来比3倍以上にアップ。演算速度の向上により、アークセンサの精度向上などの更なる高性能化を実現してまいります。
- 内部データ容量を大幅拡大し、保存できる教示プログラム数・データバンク(溶接条件ファイル)数がそれぞれ999→9999に大幅増加。教示プログラムの細分化、最適な溶接条件の保存が可能になり、多品種少量生産にも対応します。
- 高度なモデルベース制御技術を駆使し、タッチセンシングの精度を向上させつつ、センシング時間を20%削減(当社比)。タクトタイムを短縮し、お客様の生産性向上に寄与します。
(2)良好な操作性
お客様に好評の操作性・高応答性はそのままに「軽い、見やすい、使いやすい」を追求した教示ペンダントを開発しました。
- 本体の重さを業界最軽量クラス(当社比15%減 0.95kg)としたことに加え、重量バランスの最適化により持ちやすいペンダントを実現。作業者の負担を軽減しました。
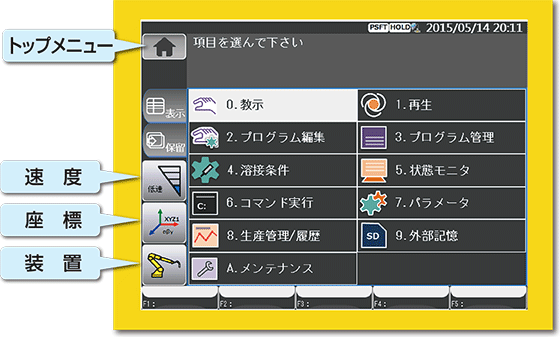
- アイコン&タッチパネルによる直感的な入力と、命令を機能別に色分けしたことにより、初心者にも優しい操作環境を実現しました(図2)。
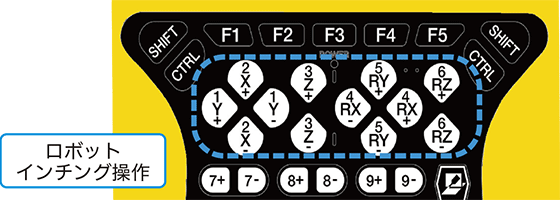
- また、キー配置を十字にし、ロボットの動作方向と一致させることでロボットインチング時の操作性をアップ。操作ミスを減らすことができます(図3)。
- 操作画面は日本語、英語、中国語に対応。表示はタッチパネル上で簡単に切り替えできます。
(3)さまざまな溶接ニーズに応える高機能
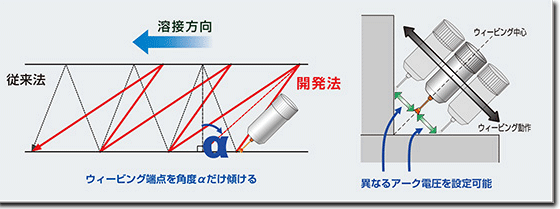
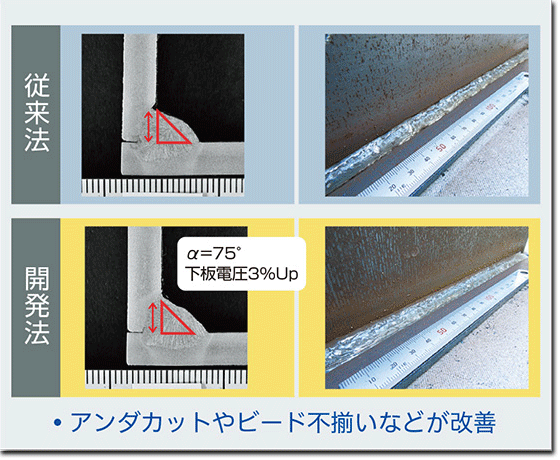
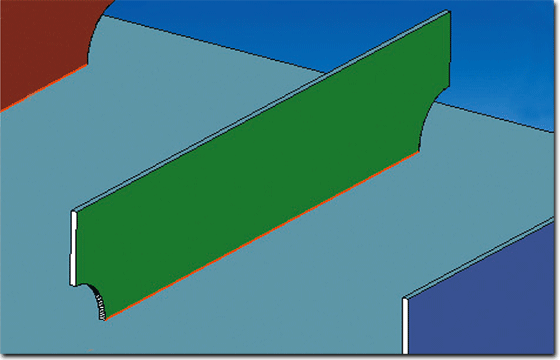
- 高能率水平すみ肉溶接法
斜め振りウィービング機能の搭載と立板、下板それぞれの電圧設定を可能にすることにより、450Aの高電流域において、アンダカット、オーバラップの無い高品質かつ、脚長6mm、700mm/minの高速シングル水平すみ肉溶接を実現しました(図4)(図5)。 - 溶接自動条件の機能向上
実溶接に裏付けられた溶接条件・積層パターンを350件以上搭載。溶接初心者でも安心して条件設定を行えます。
また、お客様の溶接条件の追加も可能です。ノウハウの蓄積、および他のロボットへの展開も容易です。 - 生産の見える化を支援
ロボット動作ログ・溶接結果ログの保存量を約20倍に増加。当社生産支援PCソフト(AP-SUPPORT™)と連携して原因を見える化することで、チョコ停防止・生産性改善を強力にサポート。製造業の情報化・見える化推進に貢献します。 - 教示プログラム・溶接条件は従来機と完全上位互換。既にARCMAN™シリーズをお使いのお客様は最短時間で最新機種への更新が可能です。
3.2 CAD連携オフラインティーチングシステム
造船分野では溶接工の不足、高齢化により多能工化、省力化等の効率向上が強く求められております。
大組立、小組立工程では、直線の溶接線が多く、同形状の部材が多く配置されるため、ロボットでの溶接に適していますが、その反面、対象物が大型であること、またその部材サイズが多様であることより、実機を用いた教示が必要なロボット導入を困難にしています。
造船業界では3D-CADを用いた設計が普及していることより、3Dデータを活用することで、溶接作業の省力化、効率化を進めていくことが求められています。
当社では橋梁向けに2D-CADデータを用いたオフラインティーチングシステムをご提供し、実機ティーチング不要の自動溶接をご提供し、好評をいただいています。
今回、この技術をベースに、3D-CADデータを利用したオフラインティーチングシステム“SMART TEACHING™”を開発し、ロボットの導入を行いやすくするご提案を致します。
本システムを使用すると、下記の3ステップで、3D-CADデータから容易にロボットの教示プログラムを作成することができます。
① 溶接パスの抽出
設計段階で作成した3Dモデルから、部材の形状、厚さを自動で認識し、溶接線を抽出します(図6)。3DデータはSTEP等の各形式に対応。多くのCADに対応可能です。
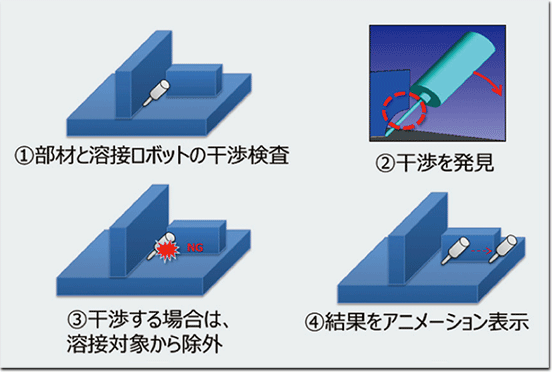
・自動干渉確認
溶接パス上で、部材と溶接ロボットの干渉を確認します。抽出された溶接線についてはアニメーションで動作の確認ができます(図7)。
② 溶接パスの指定
・溶接パスの自動設定
自動抽出した溶接線から、ロボットで溶接する溶接線の指定を行います。溶接線の選択は3Dモデル/リスト一覧表示どちらからでも行うことが可能で、リストから全選択を行うこともできます。
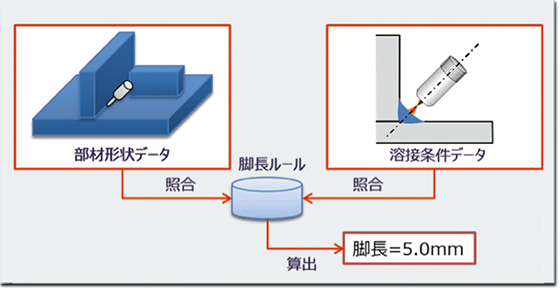
溶接パスの設定後、脚長の指定に伴い、最適な溶接条件を選択致します(図8)。
③ 溶接パスの編集
必要に応じて溶接パスの編集を行うことができます。溶接パスの指定同様、編集する溶接パスの選択は、3Dモデル/リスト一覧表示どちらからでも可能となっています(図9)。
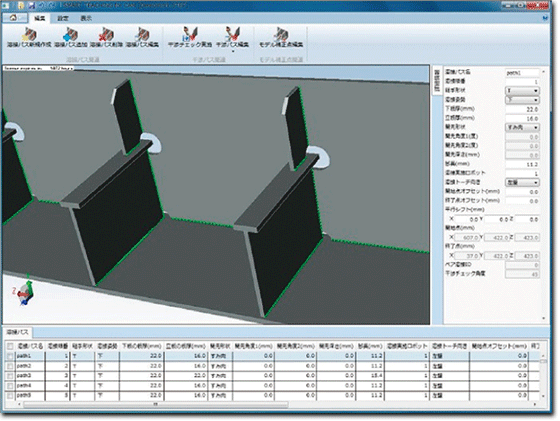
選択したパスの名称、開始点/終了点のオフセット、トーチ角度、脚長等の変更は3Dモデルの右にあるウィンドウから行うことができます。
上記の操作で作成された溶接線情報をマスタープログラムに反映、教示データに変換されます。マスタープログラムはユーザーにて追加いただくことが可能です。
教示データは実機にて取得したワークの位置情報を反映後、溶接ロボットに転送され、自動溶接を行います。
実演では模擬ワークに対して、3D-CADデータより溶接線を抽出、教示プログラムを作成する手順を紹介するとともに、作成したプログラムのロボット動作および、FAMILIARC™ DW-100Vを使用した立向上進溶接の実演をご覧いただきます。
3.3 鉄骨勾配仕口溶接施工法
当社の鉄骨向け溶接システムは、高品質・高能率の溶接施工REGARC™プロセスの搭載により、低スパッタ、低ヒューム、生産時間の短縮を実現することで、多くのお客様にご好評いただいております。
これからもお客様からのご要望にお応えできるよう、鉄骨溶接の完全自動化へのチャレンジを続けており、従来ロボットで溶接が不可能であった継手への適用拡大に取り組んでいます。
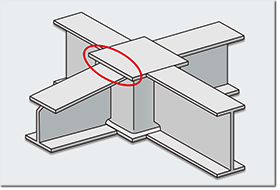
その中で、仕口溶接自動化の更なる促進を目的とした、勾配仕口への適用拡大にも取り組んでいます(図10)。
勾配仕口がロボットでの溶接施工が困難である理由として、
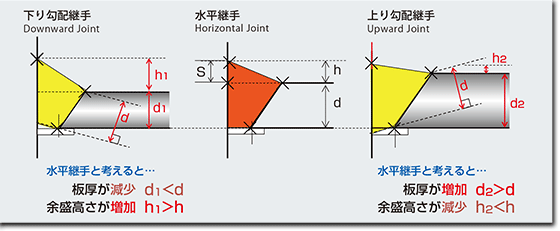
- 勾配角度によって変化する断面形状に対応した溶接条件を設定する必要がある(図11)。
- 傾斜の付いたフランジでは、開先角度の変動が発生する。
ことが挙げられます。
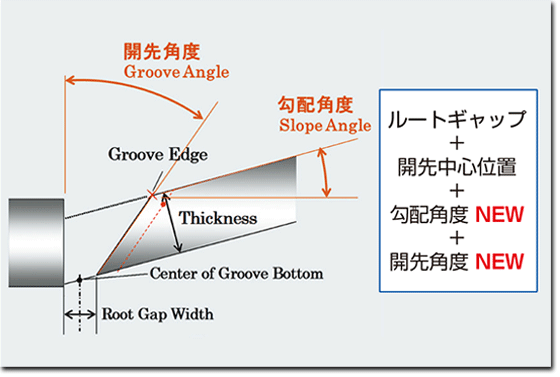
これらの検出結果をもとに、従来のルートギャップセンシング動作に加えて勾配角度と開先角度を検出する機能を開発しました(図12)。
これらの検出結果を元に、従来のルートギャップ変動、表面段差形状への対応に加え、勾配角度や開先角度によって積層、各パスの溶着金属量やウィービング条件を補正した溶接条件を自動生成することで実現しました(図13)。
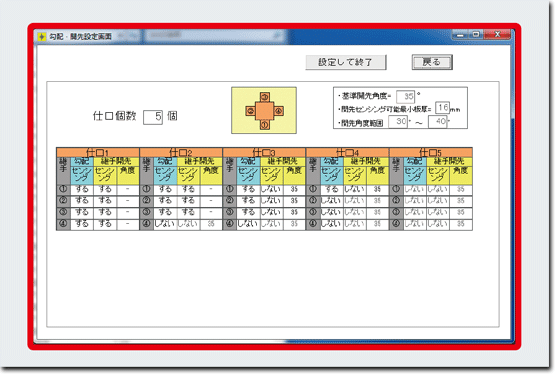
これら開発中の新機能を組み合わせることにより細やかな寸法の測定や入力が不要で、操作が簡便な勾配仕口の自動溶接を実現していきます。
実演では勾配仕口の模擬ワークに対してREGARC™による溶接をご覧いただきます。
本機能は2016年度から順次上市予定となっております。ご期待ください。
4. ソリューション展示コーナー
4.1 高品質化コーナー
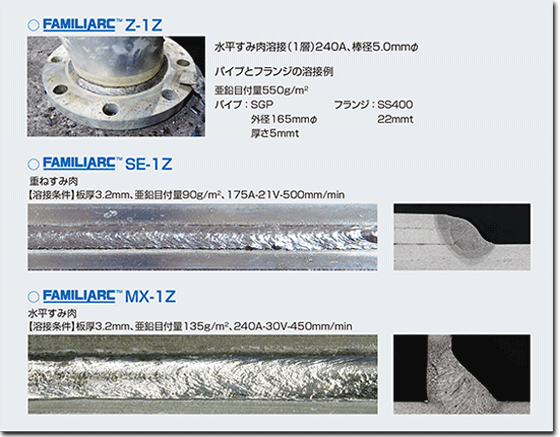
○ 亜鉛めっき鋼板用溶接材料
建築分野等で使用される亜鉛めっき鋼板の溶接において、優れた耐気孔性、溶接作業性を有する溶接材料の多彩なラインナップを紹介致します。亜鉛目付量の多い鋼板に適した被覆アーク溶接棒FAMILIARC™ Z-1Z、薄板での耐溶落ち性に優れ、良好なアーク安定性、低スパッタ化を実現した銅めっき無しソリッドワイヤFAMILIARC™ SE-1Z、200Aを超える中電流域で優れた溶接作業性を有するフラックス入りワイヤFAMILIARC™ MX-1Z等、各種板厚、亜鉛目付量に応じた最適な溶接材料を提案致します(図14)。
○ 自動車向け低スラグ亜鉛めっき鋼板溶接プロセス
自動車部品への適用拡大が進む各種亜鉛めっき鋼板の溶接において課題となっている気孔欠陥、溶接部の耐食性に対して、溶接材料、シールドガス組成、電源波形制御、溶接トーチの最適な組合せにより低スラグ亜鉛めっき鋼板溶接プロセスをマツダ株式会社と共同で開発しました。スラグ量が少なく、優れたビード形状、耐気孔性を有する専用ワイヤおよび溶接プロセスを紹介致します。
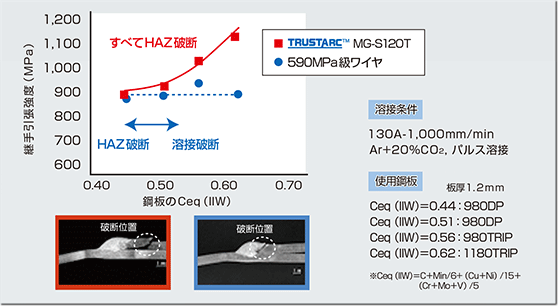
○ 自動車向け超ハイテン用溶接ワイヤ
自動車向け超ハイテン用溶接材料TRUSTARC™ MG-S120Tは、短絡溶接、パルス溶接など施工法に関わらず溶接が可能であり、従来溶接材料では対応が困難であった980MPa以上の高強度鋼板において、高強度の継手を実現しています(図15)。
○ 鋼橋用耐疲労性改善溶接材料
近年、溶接金属の膨張相変態を利用して引張残留応力を低減、あるいは、圧縮化することにより、溶接部の疲労強度を改善する低変態温度溶接材料(LTT溶接材料)が注目されています。従来のLTT溶接材料はNiを多く含むため、高コストかつ高温割れが極めて生じやすいという問題がありました。Niの代わりにMnを積極活用したLTT溶接材料TRUSTARC™ MX-4AD、TRUSTARC™ LB-3ADを開発しており、その疲労改善効果を紹介致します。
○ 片面サブマージアーク溶接品質向上
片面サブマージアーク溶接において、従来から課題となっている終端部の凝固割れや鉄粉系ボンドフラックスでの鉄粒について、それらのメカニズムの解明、防止策の検討を進めています。溶接品質向上、手直し低減に向けた取り組みを紹介致します。
○ エネルギー分野向け溶接材料
石炭焚き火力発電ボイラの溶接に使用されるT/P91鋼用溶接材料として、最新版のAWS規格に合致したラインナップを紹介致します。また、優れた耐食性と強度特性から近年普及が進んでいる二相ステンレス鋼用溶接材料について、22Cr系および25Cr系の各グレードに合わせたメニューを紹介致します。
4.2 効率化・脱技能化コーナー
○ 水平すみ肉効率化
造船向け水平すみ肉溶接用のスタンダードFAMILIARC™ MX-200、大脚長性に優れたFAMILIARC™ DW-200に加え、1パスで最大9mmの脚長が得られ、耐気孔性に優れたFAMILIARC™ MX-50H、塗装性に優れたビード形状が得られるFAMILIARC™ MX-200F等、すみ肉溶接用溶接材料の多彩なラインナップを紹介致します。
○ OWシリーズ
土木、鋼管杭、軽量鉄骨の屋外現地溶接に最適なセルフシールドアーク溶接用フラックス入りワイヤとして、これまで高い評価をいただいておりますOWシリーズを出展致します。セルフシールド溶接のスタンダードFAMILIARC™ OW-56Aに加え、JIS A 7201に対応したFAMILIARC™ OW-56B、新たにワイヤ径1.6mmφが登場したFAMILIARC™ OW-S50H等、使用用途、適用板厚に合わせたメニューを紹介致します。
○ 鉄骨向けフラックス入りワイヤ
ソリッドワイヤに比べ、高溶着・高能率な溶接が可能で、ソフトなアーク、少ないスパッタの特長を有するフラックス入りワイヤFAMILIARC™ MX-101、550MPa級鋼用FAMILIARC™ MX-55Kを紹介致します。鉄骨仕口部など下向、すみ肉溶接での高能率省力化、トータルコストダウンに貢献します。
また、多層水平すみ肉溶接において優れたスラグ密着性、ビード重ね目の揃いを有するFAMILIARC™ MX-Z200MP、1パスすみ肉溶接で脚長10mmを得られるFAMILIARC™ DW-50BF等、多彩なメニューを紹介致します。
○ Vシリーズフラックス入りワイヤ
軟鋼から590MPa級鋼までの立向上進溶接の高能率化を可能にしたVシリーズを紹介致します。軟鋼・490MPa級鋼用FAMILIARC™ DW-100V、550MPa級鋼用FAMILIARC™ DW-55V、590MPa級鋼用TRUSTARC™ DW-60Vを用いることにより、従来ワイヤでは難しい高電流での立向上進すみ肉溶接が可能であり、建築分野等での高能率化に貢献します。
4.3 自動化・省人化コーナー
○ ラインウェルダ高速・高品質施工法
3電極高速水平すみ肉溶接施工法TRIFARC™に加え、新すみ肉溶接施工法、『ハイブリッドタンデムマグプロセス』を提案致します。先行極に専用ソリッドワイヤ、後行極に専用フラックス入りワイヤを用い、先行極を埋もれアークとすることにより、従来2電極溶接法と比較し、深溶込み、気孔欠陥の大幅低減、低スパッタ化を実現しています(図16)。

○ 大電流MAGプロセス
シングルトーチで高溶着を実現するために、大電流容量溶接用に並列接続されたSENSARC™ AB500と専用フラックス入りワイヤFAMILIARC™ MX-A100D、溶接ロボットARCMAN™ MPを組み合わせた大電流MAGプロセスを紹介致します。シングルトーチで従来タンデム溶接法に匹敵する高溶着速度を実現しています。
5. その他の展示
5.1 溶接体験コーナー
ソリューションコーナーにてパネル展示しております溶接材料をご体験ください。亜鉛めっき鋼板に好適な被覆棒とフラックス入りワイヤ、立向上進姿勢で溶接作業性抜群なFAMILIARC™ DW-100V、多層すみ肉溶接に最適なFAMILIARC™ MX-Z200MPなどを揃えております。溶接いただいた方には粗品を進呈しておりますので奮ってご参加ください。
5.2 海外での活動、環境・地域への取り組み
世界各地に展開し、皆様の海外進出をサポートしている神戸製鋼の溶接材料生産工場や、営業拠点をご案内します。海外での溶接材料の調達や技術サービスに関するご要望がございましたらお気軽にご相談ください。
5.3 神溶会コーナー
技術営業力の強化に向け、神溶会各支部で展開しております「溶接サポーター活動」を紹介しています。溶接サポーター/業種別マイスター( 鉄骨・自動車・造船 )の資格試験(過去問題の抜粋)を受けていただき、成績優秀な方に景品を進呈しております。お気軽にご参加ください。
6. 神鋼溶接サービス(株)の調査メニュー
神戸製鋼所が培ったノウハウをベースに、神鋼溶接サービスは接合に関わる試験、調査、研究、溶接研修などを行っています。同社の試験(機械試験、化学分析)、損傷調査など、お客様の課題解決につながるメニューの紹介をしております。今回は自動車向けメニュー(アルミ・鉄の異材接合法等)、内部・表面残留応力測定ソリューションを展示致します。
7. 終わりに
今回の国際ウェルディングショーの見どころを紹介させていただきました。神戸製鋼グループの溶接技術、課題解決能力を実感していただきたく、皆様のご来場をお待ちしております。
iPhone/iPad、Android用デジタルカタログ
<専用ビューアが必要です>
スマートフォン、タブレットの方は、専用ビューアをダウンロードしてから閲覧ください。

