 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。溶接ご法度集-15 各種溶接材料編(2)
ガスシールドアーク溶接 その4
今回はガスシールドアーク溶接その4です。
溶接時にあまり気にかけることがない、欠陥につながるご法度をご紹介します。
※本文中の溶接110番・119番および用語解説バックナンバーは、以下URLよりお入りください。
ぼうだより 技術がいどライブラリー http://www.boudayori-gijutsugaido.com/library/
ご法度(71)
ワイヤをマイナスに接続するのはご法度!
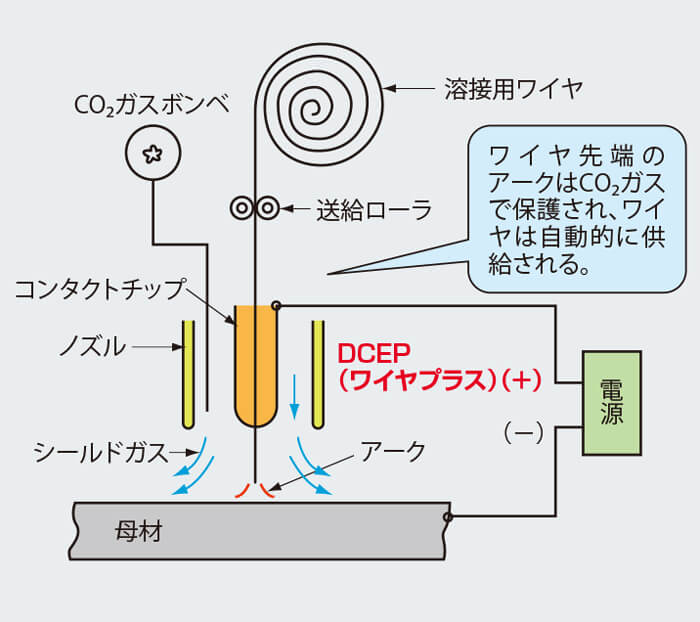
一般に、ガスシールドアーク溶接では直流電流を用い、基本はワイヤをプラスに接続します(「DCEP=Electrode Positive」と表示します)。
DCEPを用いることにより、アークの集中性がよく、良好な溶込みが得られます。
なお、被覆アーク溶接棒は、銘柄により棒プラスで使える溶接棒と、棒マイナスで使える溶接棒(「DCEN=Electrode Negative」と表示)、および両方で使える溶接棒があります。
*[F]DW-1SZや[F]OW-S50H、[F]OW-S50T、[F]OW-1Zなど、DCENで使用するワイヤもありますので、使用前にカタログでご確認ください。
ご法度(72)
穴が摩耗したチップを使うのはご法度!
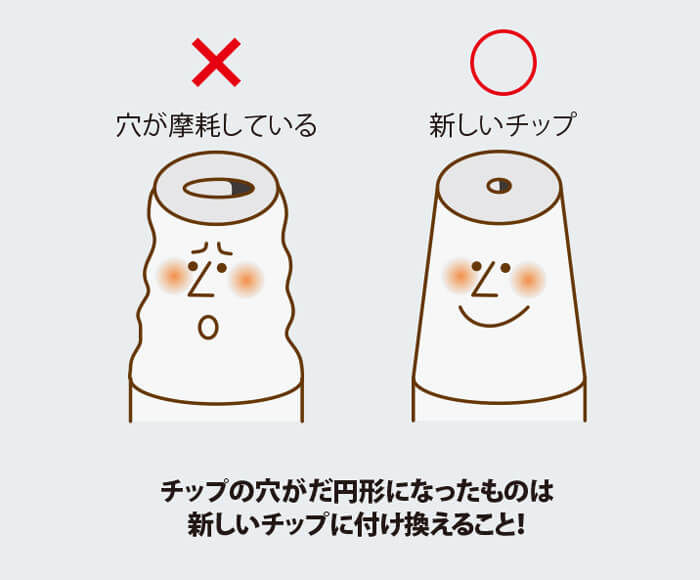
チップ(またはコンタクトチップ)は、ワイヤに通電する大事な役目をしています。
ワイヤとの摩擦によりチップ穴が摩耗すると、通電が不連続となりアークが不安定となります。摩耗したチップは早めに新品と交換するようにしましょう。
(さらに詳しい情報は)
ぼうだより 技術がいどライブラリ
溶接110番・レスキュー隊119番
https://www.boudayori-gijutsugaido.com/gaido/catalog/110/#targetpage_no=1
・マグ溶接におけるアーク不安定について
ご法度(73)
チップがゆるんだまま溶接するのはご法度!
溶接中にチップが緩んでくることがあります。溶接中にアークが不安定になったり、アークの集中が悪くなったりしたら、チップのゆるみをチェックしてください。
ワイヤはある程度回転しながら送給されます。そのため、使用しているうちにチップが徐々に緩んでくることがあります。チップはスパナなどで確実に締め付けてください。
ご法度(74)
表面処理鋼板の溶接には一般用のワイヤを使うのはご法度!
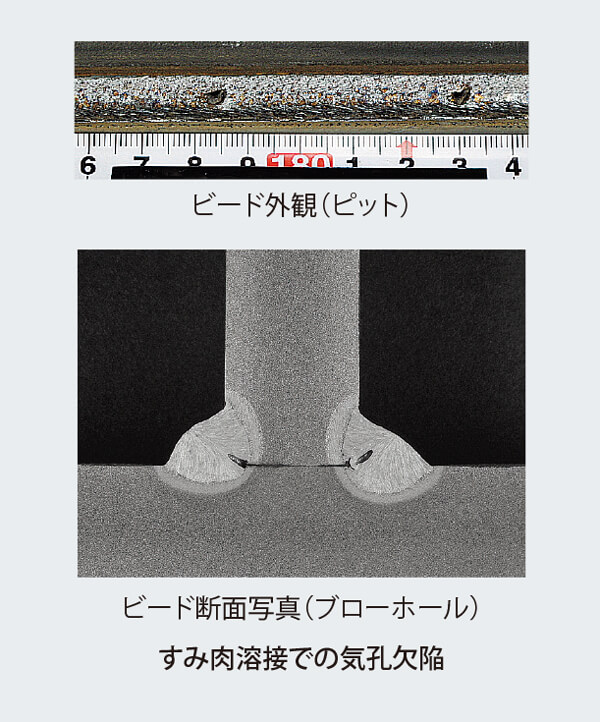
鋼板の表面にペンキやニスなどを塗布したものや、亜鉛などをめっきした鋼板を「表面処理鋼板」と呼びます。
これらの鋼板を溶接すると、溶接部にピットやブローホールが発生しやすくなります。防止法としては、処理剤をグラインダーで除去することや、場合によっては専用の溶接材料を用いることをお奨めします。
(さらに詳しい情報は)
ぼうだより 技術がいどライブラリ
溶接110番・レスキュー隊119番
https://www.boudayori-gijutsugaido.com/gaido/catalog/110/#targetpage_no=1
・溶融亜鉛めっき鋼板用溶材ラインナップの紹介
ご法度(75)
間違ったトーチ角度で溶接するのはご法度!
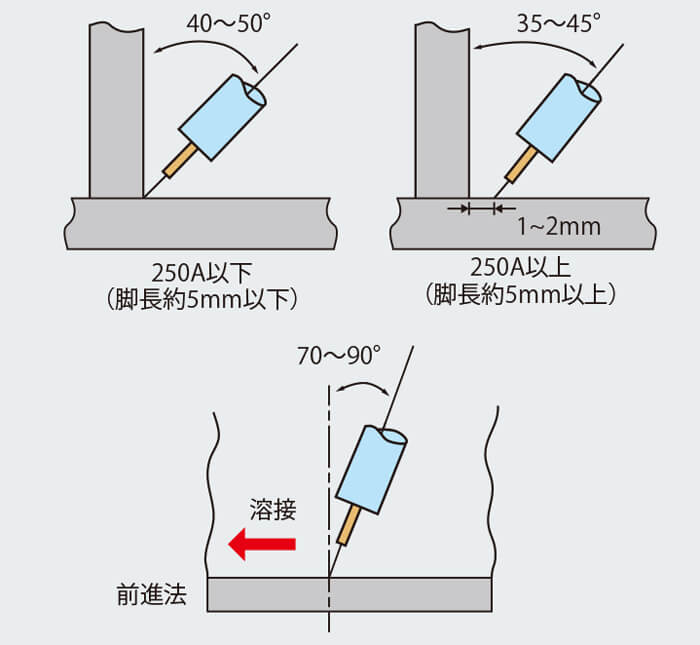
ガスシールドアーク溶接におけるトーチ角度は、とくに水平すみ肉溶接において、ビード外観に著しく影響を与えます。
一般に、水平すみ肉溶接は前進法で行いますが、トーチ角度およびワイヤ狙い位置が非常に重要になってきます。
ご法度(76)
むやみにコンジットケーブルを曲げて溶接するのはご法度!

送給装置から出たワイヤは、通常3mのコンジットケーブルを通ってチップから出てきます。
ワイヤがコンジットケーブルを通過中に、ワイヤに抵抗が掛かります。その抵抗ができるだけ少なくなるように、コンジットケーブルをなるだけまっすぐな状態、またはゆるやかな曲がり状態で使うことを奨めます。
| ※文中の商標を下記のように短縮表記しております。 FAMILIARC™→ [F] |