 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。溶接ご法度集-14 各種溶接材料編(2) ガスシールドアーク溶接 その3
今回はガスシールドアーク溶接その3です。
ソリッドワイヤとフラックス入りワイヤの特長のほか、さまざまな溶接時の注意点をご説明いたします。
※本文中の溶接110番・119番および用語解説バックナンバーは、以下URLよりお入りください。
ぼうだより 技術がいどライブラリー http://www.boudayori-gijutsugaido.com/library/
ご法度(66)
ソリッドワイヤがベストと思うのはご法度!
ガスシールドアーク溶接用ワイヤの中には、ソリッドワイヤとフラックス入りワイヤがあります。フラックス入りワイヤは一般的に造船・橋梁で使用されるものと思われがちですが、美麗なビード外観や少ないスパッタ発生量で鉄骨などでも使用が広がっています。
ソリッドワイヤも溶込み深さや水素量の少なさなど優位な面もあり、目的に合ったワイヤや施工法を選択することが重要です。
| 作業性の項目 | ソリッドワイヤ | フラックス入りワイヤ |
|---|---|---|
| 溶込み | 深い | やや浅い |
| ビード外観 | やや不良 | 美しい |
| スラグ量 | 少ない | 多い |
| スパッタ発生量 | 多い | 非常に少ない |
| アーク感 | バチバチ | シャーシャー |
| 拡散性水素量 | 少ない | ソリッドワイヤ よりは多い |
*フラックス入りワイヤは銘柄により変わる場合があります。
*中・高炭素鋼など割れやすい鋼材を溶接する際にはソリッドワイヤをご使用ください。
(さらに詳しい情報は)
ぼうだより 技術がいどライブラリ
新 銘柄のおはなし-10 フラックス入りワイヤ
http://boudayori-gijutsugaido.com/gaido/catalog/brand/#target/page_no=18
・フラックス入りワイヤの選び方の目安
ご法度(67)
同じ電流で全姿勢の溶接を行うのはご法度!
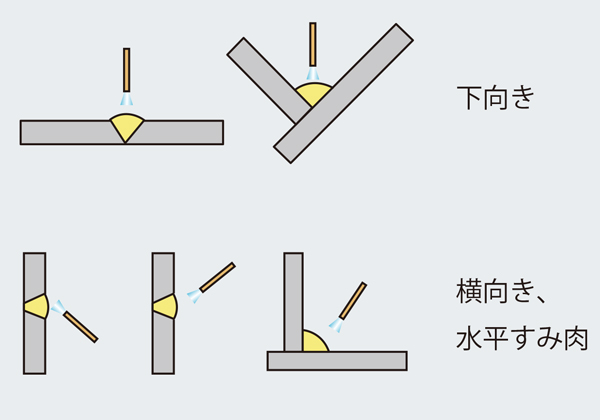
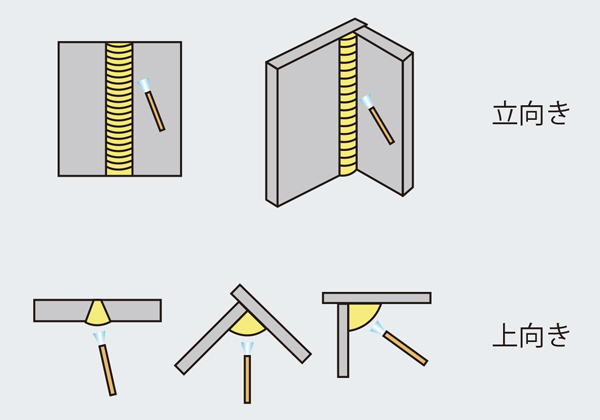
溶接は「下向」「立向」「横向」「上向」など、いろいろな姿勢で行うことがあります。
それぞれの姿勢に合った適正電流があり、その正しい選定が良い溶接を行う前提となります。
一般には、下向溶接がもっとも高い電流を使うことができます。ほかの溶接姿勢では、それより少し低い電流で行うことになります。
フラックス入りワイヤ、ソリッドワイヤの推奨電流範囲例
| [F]DW-Z100 1.2mm |
[F]SE-50T 1.2mm |
|
|---|---|---|
| 下向 | 120 ~ 330A | 80 ~ 280A |
| 立向上進 | 120 ~ 260A | 50 ~ 180A |
| 上向 | 120 ~ 260A | 50 ~ 140A |
*[F]DW-100Vは立向上進すみ肉を高電流(250~ 300A)で高能率かつ楽に溶接ができるフラックス入りワイヤです。
神戸製鋼 DW-100V

ご法度(68)
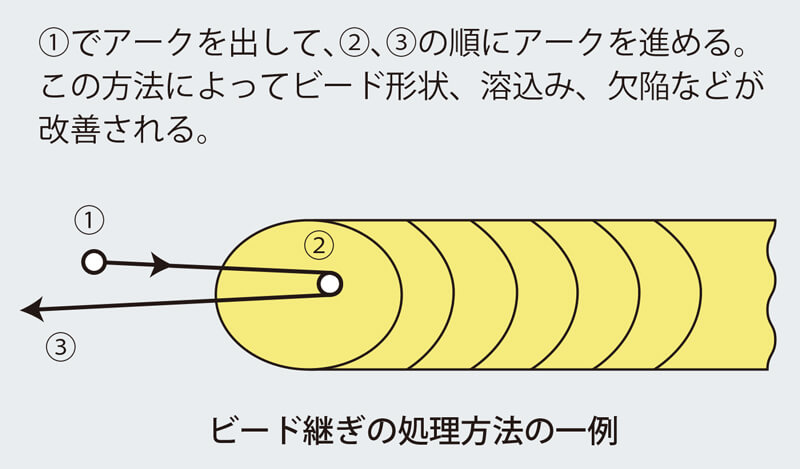
溶接の始端と終端処理を忘れるのはご法度!
溶接法に関わらず、溶接の始端と終端は欠陥が発生しやすい傾向があるので注意が必要です。
ビード止端部は、溶接金属が盛り上がる傾向があり、逆に終端部は凹む傾向があります。
また、始終端部はシールド性が悪くなり、欠陥が発生することもあるので注意が必要です。
ご法度(69)
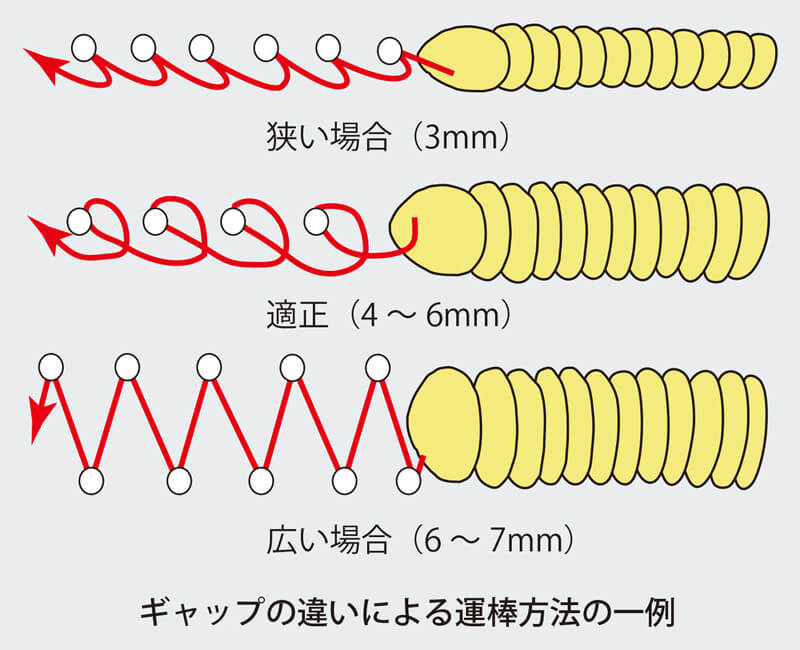
ワンパターンの運棒で溶接するのはご法度!
ガスシールドアーク溶接での運棒パターンは、とくに定まったものはありません。板厚、溶接電流、溶接姿勢、ビード幅、片面溶接の場合はギャップ(開先間隔)などにより異なります。
良い溶接結果が得られる運棒パターンは溶接者により見出されます。裏当て材を用いた片面溶接の運棒方法の一例を、下図に示します。
ご法度(70)
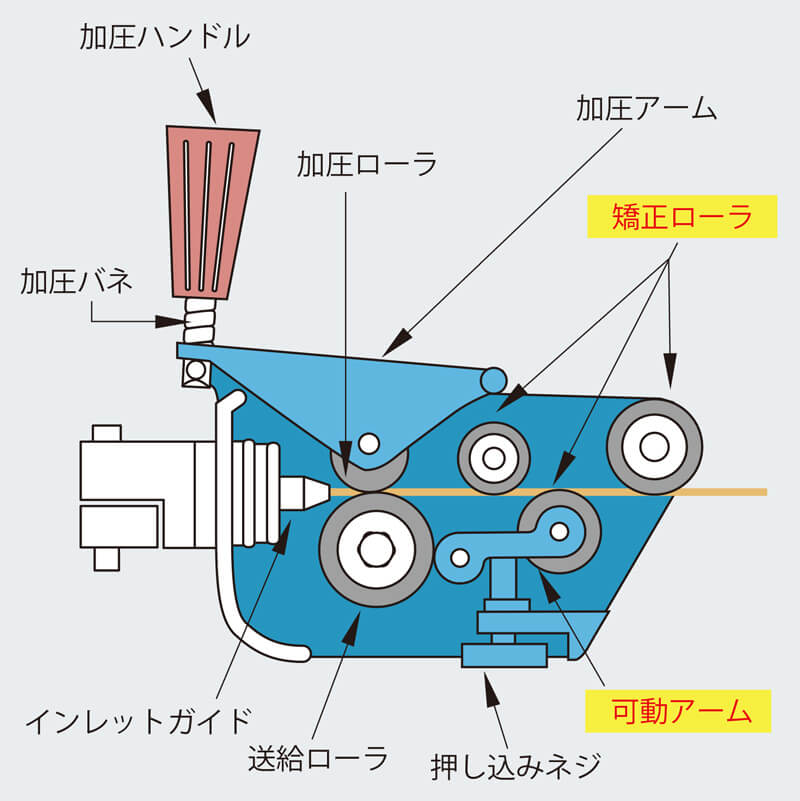
送給装置の点検を怠るのはご法度!
ガスシールドアーク溶接では、ときどきワイヤの送給性が問題になることがあります。送給性が悪化すると、アークが不安定となりスパッタが増加したり、溶接欠陥が発生したりします。
その原因はワイヤそのものに拠ることもないではありませんが、送給装置、とくに送給ローラの摩耗やワイヤサイズとの不一致に注意が必要です。
また、可動アームを強く押し込みすぎるとワイヤが極端に曲がり送給抵抗が大きくなります。可動アーム調整は、通常ワイヤがローラからはみ出ない程度にゆるく調整します。(締めすぎ注意!)
| ※文中の商標を下記のように短縮表記しております。 FAMILIARC™→ [F] |