CONTENTS
2021年4月号
vol.509
 当サイトにつきましては、
当サイトにつきましては、営業部ニュース
溶接ご法度集-19 各種溶接材料編(3)
TIG溶接 その3
今回はTIG溶接の実施工にかかわるご法度の第二弾です。
※本文中の溶接110番・119番および用語解説バックナンバーは、以下URLよりお入りください。
ぼうだより 技術がいどライブラリー https://www.boudayori-gijutsugaido.com/library/
ご法度(88)
トーチ角度が
ぶれるのはご法度!
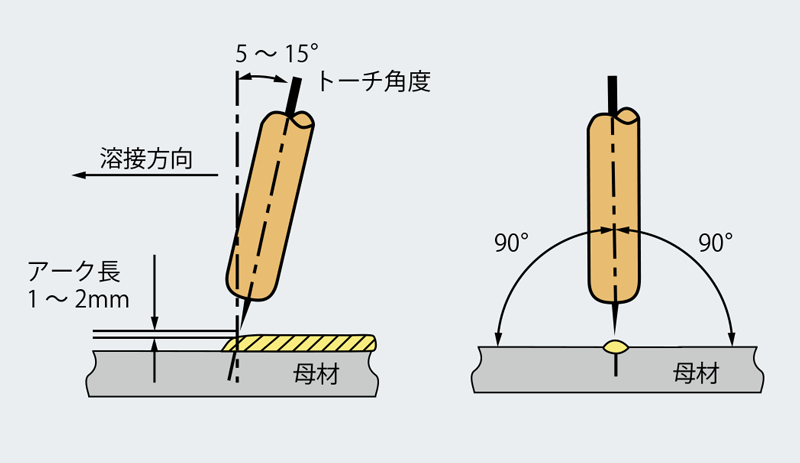
正しいトーチ角度は、良い溶接を行う基本です。
下向姿勢の突合せ溶接では、図のような角度を保持します。角度がぶれると、ビードの波が乱れたり、アンダカットが発生したりします。
ご法度(89)
溶加棒の挿入角度を
大きくとるのはご法度!
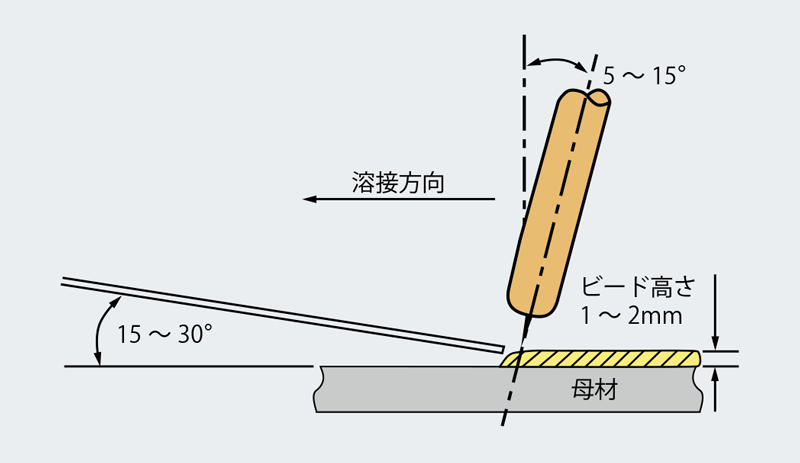
溶加棒は手で挿入していきますが、その挿入する角度も溶接結果に影響を与えます。
一般に、溶加棒の挿入角度は、どの姿勢でも角度が小さいほど棒が溶けやすく、供給がスムーズにできます。
ご法度(90)
裏波溶接の溶接条件を
軽んじるのはご法度!
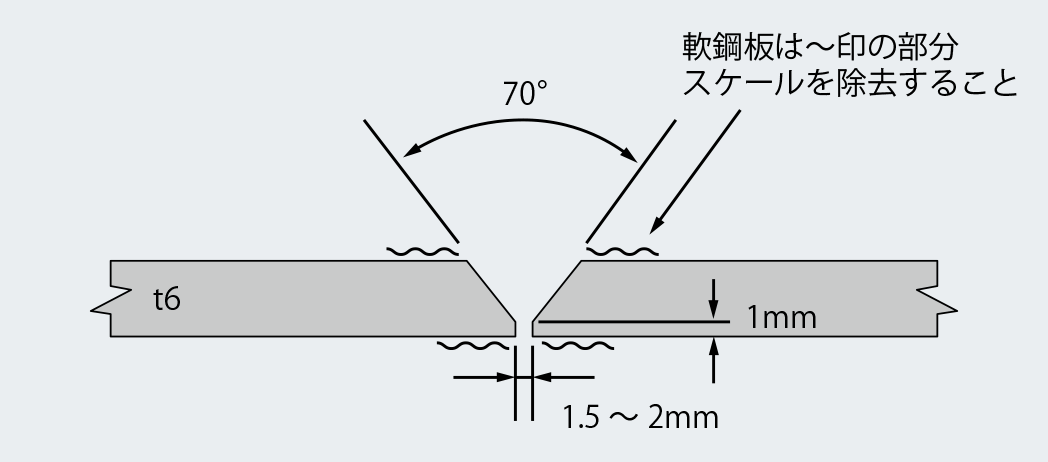
TIG溶接の中で、もっとも溶接条件に神経を使うのは裏波溶接です。裏波ビードがきちんとでるかどうかは、むろん技量によるところも大きいですが、正しい溶接条件が設定されているかが基本です。技量にあった適正な溶接条件を設定してください。
板厚6mmの裏波溶接条件の例を図に示します。
| SS400(軟鋼) | SUS304(ステンレス鋼) | ||
|---|---|---|---|
| 溶加棒 | [F]TG-S50 2.4mm | [P]TG-S308 2.4mm | |
| 溶接 電流 |
1層目 | 100~120A | 90~110A |
| 2層目 | 135~145A | 130~140A | |
| ノズル径 | 11mm | ||
| 電極径 | 3.2mm 電極先端径:0.3~0.4mm | ||
| シールドガス流量 | トーチ側:5~12L/min バックシールド:25~30L/min | ||
| ビード仕上げの方法 | 2層仕上げ(1層目裏波、2層目表面仕上げ) | ||
*YouTube KOBELCO official 溶接講座【溶接TRAINING】編では、日用品を活用した、いつでも・どこでもできる、効率的なTIG溶接練習方法をご紹介しています。
https://www.kobelco.co.jp/welding/youtube/index.html
→「溶接講座」

| ※文中の商標を下記のように短縮表記しております。 FAMILIARC™→ [F] PREMIARC™→ [P] |