DW-N609SV
9%Ni鋼用溶接プロセス搭載 小型可搬型溶接ロボットKI-700
神溶会会長メッセージ
学生フォーミュラ日本大会2022に出展
 当サイトにつきましては、
当サイトにつきましては、被覆アーク溶接棒の亜鉛めっき鋼板への適用性
1. はじめに
溶接レスキューでは、これまでにも亜鉛めっき鋼板の溶接に関して何度か取り上げてきました。理由としては、依然として亜鉛めっき鋼板の溶接に関する問い合わせが非常に多いためです。今回は、亜鉛めっき鋼板の溶接の中でも、被覆アーク溶接での施工に的を絞ってお話ししたいと思います。
2. 被覆系統別の適正
被覆アーク溶接棒は、その被覆剤に使用されている主原料や配合比率などにより「××系」といった系統分けがあり、各系統ごとに異なる特性を有しています。そこで、各系統の代表銘柄と亜鉛めっき鋼用の「[F]Z-1Z」の計5銘柄でどぶ付け亜鉛めっき鋼板(目付550g/m2以上)のすみ肉溶接を行い、作業性を比較してみました。
作業性評価結果を表1に示します。また、実際の溶接の様子を動画1~5に、溶接後のビード写真を写真1~5に示します。あわせてご確認ください。
表1 被覆系統別作業性評価
| アーク安定性 | スパッタ発生量 | スラグはく離 | ビード形状 | |
|---|---|---|---|---|
| [F]ZERODE-44 | ○ | ○ | ○ | ○ |
| [F]B-33 | △ | △ | ○ | △ |
| [F]B-10 | ○~◎ | ○ | △~○ | △~○ |
| [F]LB-47 | △~○ | △~○ | × | ○ |
| [F]Z-1Z | ◎ | ○~◎ | ○ | △~○ |
3. 作業性評価結果
① ZERODE-44
優れた作業性を有し、ビード外観も良いことから日本で最も使用されている銘柄です。亜鉛の影響でややアークが乱れていますが、本来の作業性の良さもあってスパッタも抑えられており、ビード形状も比較的良好です。評価表ではこの銘柄の作業性を基準として評価しています。
② B-33
化粧棒として使用されるほど美しいビード外観を有する銘柄ですが、残念ながらこの厳しい条件下ではアーク偏向を起こしてしまい、評価は低くなってしまいました。本来アークがソフトでスパッタが少ない銘柄なのですが、亜鉛めっき鋼板を溶接する際にはアークがソフトなことが仇となり、[F]ZERODE-44に比べアーク安定性が損なわれ作業性が悪くなってしまう傾向があるようです。
③ B-10
イルミナイト系の[F]B-10はアークが強く、亜鉛の影響下でも安定した溶接が可能です。ただし、今回の条件下ではその強さゆえにやや母材を掘り過ぎ上脚側にアンダカットが発生しています。実施工時にはこの点に考慮した条件設定や運棒が必要です。
④ LB-47
低水素系の[F]LB-47は元来作業性よりも性能重視の銘柄ですが、評価表では全体的にやや劣る評価になりました。アーク安定性はそれほど損なわれていませんが、溶融池の馴染みが悪いのでビード形状がオーバーラップ気味になっており、低水素系の特性も相まってスラグはく離性が特に悪くなっています。
⑤ Z-1Z
亜鉛めっき鋼板用に開発された銘柄ということもあり、各銘柄の中でもアークが強く最も安定しています。スパッタはそれなりに発生していますが、アークの乱れが少ないため比較的大粒のスパッタが少なく、良好と言えます。ただし、[F]B-10と同様アークの強さゆえにビード形状がやや凸気味になっています。
4. 亜鉛めっき鋼板溶接の実践
先程の作業性比較では、銘柄ごとの差を分かりやすくするため、あえて棒の先端部を押し付けるだけのコンタクト溶接にて実施しました。
では、亜鉛めっき対策の運棒法を実施したらどうなるでしょう。亜鉛めっき鋼板を溶接する際に良好な結果を得るためのポイントは次の3つです。
(1)後退法での溶接
(2)溶接速度は遅めに
(3)ウィービングの実施
これらは半自動溶接でも効果があります。
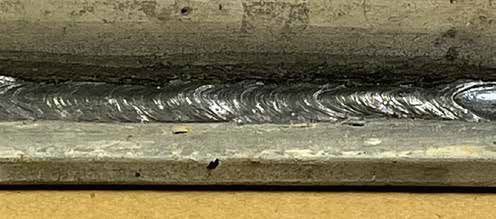
使用銘柄は、[F]Z-1Zと[F]LB-47の2銘柄を代表として実施しました。溶接の様子を動画6~ 7に、溶接後のビード外観写真を写真6 ~ 7に示します。
[F]Z-1Zはやや凸気味だったビード形状もウィービングにより平滑なビード形状となり、外観の向上が見られます。
[F]LB-47もビードの波目がやや粗目ではあるものの大きく形状が向上しています。
また、今回の水平すみ肉継手では出ませんでしたが、もっとガス抜けが悪い継手などではピット(表面に開口した気孔)も問題になります。ウィービングによる溶接はこの気孔欠陥の改善にも効果があります。
亜鉛めっき鋼板の溶接時にはこの3つのポイントを実践してみてください。
5. まとめ
亜鉛めっき鋼板の溶接に際し、内部欠陥もない健全な溶接を行うためには亜鉛めっきを除去した上で溶接しなければならないのが原則です。しかし、実施工においては案件により、①要求スペック ②許容される欠陥の程度 ③能率などを考慮の上で使用する溶接棒や施工法を選定する必要があります。
今回の評価結果から被覆アーク溶接法は平均的に亜鉛めっき鋼板溶接への適用性が高いことと、その中でも[F]Z-1Zの作業性が良いことが確認できました。基本的に亜鉛めっき鋼板の溶接を行う際には[F]Z-1Zの使用をおすすめしますが、溶接量が比較的少ない補修溶接や急な依頼で溶接材料の手配が間に合わない場合などには、評価結果を選定の参考にしていただければと思います。
動画1 [F]ZERODE-44

動画2 [F]B-33
動画3 [F]B-10

動画4 [F]LB-47

動画5 [F]Z-1Z

動画6 [F]Z-1Z(ウィービング)

動画7 [F]LB-47(ウィービング)

| ※文中の商標を下記のように短縮表記しております。 FAMILIARC™→ [F] |

コベルコ溶接テクノ(株) CS推進部 CSグループ
地村 健太郎