DW-N609SV
9%Ni鋼用溶接プロセス搭載 小型可搬型溶接ロボットKI-700
神溶会会長メッセージ
学生フォーミュラ日本大会2022に出展
 当サイトにつきましては、
当サイトにつきましては、セルフシールドアーク溶接
セルフシールドアーク溶接とは、半自動のガスシールドアーク溶接と同様に溶接ワイヤを自動送給させて溶接する溶接法で、シールドガスを使用せずに溶接することが可能です。被覆アーク溶接の被覆剤のように、金属外皮(フープ)に包まれたフラックスがアーク熱に反応し、シールドガスを発生させて溶接を行います。シールドガスを必要としない溶接法であり、「ノーガス」「ノンガス」とも呼ばれ、主に建築・土木での鋼管杭などの現場溶接で多用されています。

セルフシールドアーク溶接が国内で実用化され始めたのは、1960年代初期です。当初は、交流垂下特性の溶接機(通常の被覆アーク溶接の溶接機)と太径ワイヤ(2.4, 3.2mm)の組合せで、土木、建築、造船の分野に広く適用されていました。近年では、直流定電圧特性の溶接機(通常の炭酸ガスアーク溶接用の溶接機)と細径ワイヤ(1.2, 1.6mm)を組合せたセルフシールドアーク溶接も普及しています。これは、交流のセルフシールドアーク溶接と比較し、アークスタート性やアーク安定性が良好であり、トーチの軽量化などにより作業特性が改善されているためです。
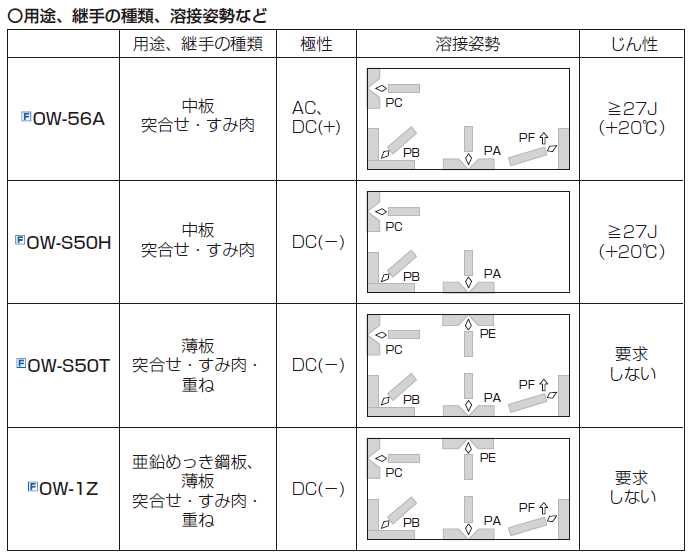
神戸製鋼所のセルフシールドアーク溶接用銘柄は、主に交流で使用するOW系と、直流(-)で使用するOW-S系があります。OWはOpen Weld(オープンウェルド)の頭文字をとったものです。銘柄の一覧と用途を表1に示します。表1の銘柄のほか、低温じん性に優れる全姿勢溶接用セルフシールドフラックス入りワイヤとしてOW-S50Pが開発されています。
表1 セルフシールドアーク溶接用銘柄
セルフシールドアーク溶接は上述したようにシールドガスを用いない溶接です。そのため、空気中の窒素や酸素によるピットやブローホールを防止して健全な溶接金属を得るために、ワイヤに充填されたフラックスの中にガス発生剤、窒素・酸素を無害化する元素が必須成分として含まれています。通常、ガス発生剤としては、金属フッ化物や炭酸塩などが使用されます。ガス発生剤によるシールドを突破して侵入する窒素や酸素に対しては、Al、Ti、Si、Mnなど窒素や酸素との親和力の強い元素を添加して、窒化物や酸化物として固定し、無害化する工夫がなされています。
セルフシールドアーク溶接は、通常のガスシールドアーク溶接や半自動溶接と比較し、溶接のかんどころや施工時の注意点が異なりますので、実際の施工の際には、溶接レスキュー119番「セルフシールドアーク溶接について」(溶接110番・溶接レスキュー隊119番) 、溶接ご法度集-20、21「セルフシールドアーク溶接 その1、その2」(ぼうだよりVol.510、ぼうだよりVol.511)をご確認ください。