第3回『す・すが入る』
学生フォーミュラ日本大会2023 に出展
 当サイトにつきましては、
当サイトにつきましては、ティグ溶接における施工上の注意事項【前編】
1. はじめに
近年、世界的なカーボンニュートラルに向けた脱炭素化の流れに伴い、天然ガスの需要が急激に高まっています。造船や火力発電などにも液化天然ガス(LNG)やアンモニアなどが燃料として採用され、LNGなどを貯蔵するタンクや配管など付随設備の溶接が増加傾向にあります。採用される素材はステンレス鋼や9%Ni鋼が大半を占め、施工時には配管をメインとしてティグ溶接が採用されており、ティグ溶接が再注目されています。そこで今回は秋号(基礎編)~冬号(実践編)の2回に亘り、ティグ溶接における施工上の注意事項についてご説明したいと思います。
2. ティグ溶接の特徴と用途
ティグ溶接はタングステン電極と母材との間にアークを発生させ、溶けた溶融池に溶加棒を挿入して溶接する、非溶極式の溶接方法に分類されています。【表1】ティグ溶接の特徴と用途(炭酸ガスアーク溶接との比較)で、溶極式である半自動溶接と比較しておりますが、その特徴は大きく異なります。その他ティグ溶接の長所として、①極低電流・全姿勢での施工も可能。②得られる溶接金属は、機械的性質が極めて高品質などが挙げられ、短所としては、①溶接速度が遅く作業能率が低い。②風の影響を受けやすい。③両手を使用するなどにより、他の溶接法より技量習得が難しい、などが挙げられます。
このような長所・短所をよく理解し、適材適所で採用を検討する必要があります。現在ティグ溶接が多く適用されている業種は、エネルギー関連(化工機・プラント・配管)で、適用鋼種は高合金鋼(SUSなど)および非鉄金属(アルミ、チタン)などになります。このように、ティグ溶接は用途に見合った施工管理を実施しないと溶接欠陥が発生しやすく、当部署でも多くの技術相談をいただいております。幾つかの事例を紹介しながら施工上の注意事項について、正誤比較の動画なども交え解説します。
| 項目 | ティグ溶接 | 炭酸ガスアーク溶接 |
|---|---|---|
| 溶着量 | △ | ◎ |
| ガスコスト | △ | ◎ |
| スパッタ・スラグ発生量 | ◎ | △ |
| 溶着金属の機械的性質 | ◎ | △ |
| 高合金鋼・非鉄金属への適用 | ◎ | △ |
| 厚板への適用(19㎜以上) | △ | ◎ |
| 薄板への適用(3㎜以下) | ◎ | 〇 |
| ビード外観 (止端部の滑らかさ) | ◎ | 〇 |
| 自動化 (ロボットなどへの適用) | △ | ◎ |
【優れる】◎>〇>△>×【劣る】
3. 施工上の注意事項
3-1. タングステン電極の形状について
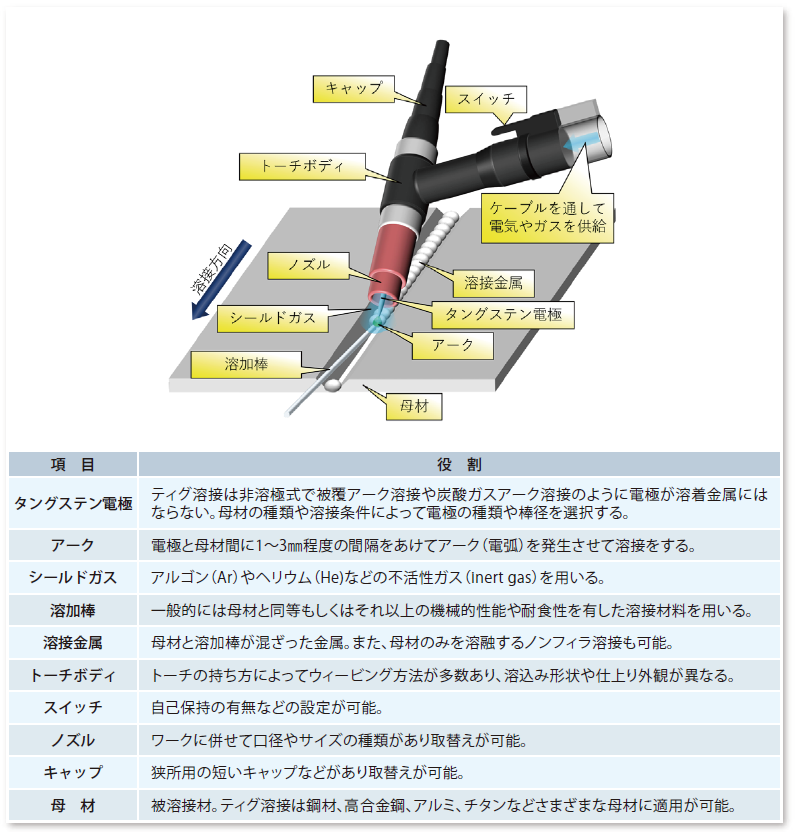
ティグ溶接はTungsten Inert Gas溶接を意味しており、電極にタングステンを、シールドガスに不活性ガス(主にアルゴンやヘリウム)を用いた非溶極式のアーク溶接です(【図1】トーチ・電源回りの模式図)。通常、タングステン電極は直流正極性で使用され、先端を鋭利に加工してアークの集中性を高めることで、アーク安定性・溶込み深さ・ビード形状などが向上します。【動画1】は「タングステン電極の形状の違いによるアークの変化の比較」をしており、先端が平らな形状や丸まった形状の場合はアークがふらつき不安定で、溶接したビードも幅が不揃いになっているのが確認できます。また、溶加棒をアークに当てて溶融させると、電極に溶着金属が付着して先端が丸まりやすくなります。施工中に先端が丸くなった場合は無理に溶接を続行せず、一旦アークを切り電極を鋭利に再研磨することをお勧めします。
動画1-1 タングステン電極の形状の違いによるアークの変化の比較
動画1-2 溶加棒をアークに当てて溶融させると
3-2. 母材の表面状態について
ティグ溶接は、シールドガスに100%不活性ガス(主にアルゴンやヘリウム)を使用しているため、マグ溶接と異なりシールドガスによる脱酸作用がありません。よって、母材の表面に黒皮・錆・油脂・塗料などが付着していると、さまざまな不具合が発生するおそれがあります。【動画2】では母材表面の状態によるアーク安定性の比較と、それに伴うビード形状の変化を示します。母材表面に何らかの不純物が付着している場合は溶込み不良・ビード形状の劣化・スラグの発生・気孔欠陥の発生などが確認できます。なお、被覆アーク溶接やマグ溶接はフラックスやワイヤ成分中に脱酸剤が添加されているため、黒皮などの多少の不純物であれば酸化物としてスラグ生成させることができ、ティグ溶接と比較すると溶接作業性や欠陥発生への影響は少ないです。また、母材の表面状態だけでなく、溶接材料 (溶加棒)の表面に汚れなどの不純物が付着した場合も同様の現象が発生する可能性があるため、極端に汚れた皮手・軍手の使用を控えるほか、必要に応じて溶加棒表面の脱脂を実施してください。
動画2 母材表面の状態によるアーク安定性の比較
3-3. 亜鉛めっき鋼板へのティグ溶接の適用について
前述したように、ティグ溶接は母材の表面の不純物に敏感なため、亜鉛めっき鋼板の場合もアークが不安定になるほか、溶融した亜鉛や母材の溶融金属がタングステン電極の先端に付着して作業性が低下することや、ピットやブローホールをはじめとするさまざまな溶接欠陥が発生します。【動画3】に溶融亜鉛めっき鋼板にティグ溶接をした際のアーク現象を示しており、アーク不安定だけでなく溶接中の溶融亜鉛の影響で、タングステン電極の先端が消耗していることが確認できます。
これまで解説したとおり、電極先端部の状況が悪化するとさまざまな溶接欠陥が発生するリスクが高まるので注意が必要です。
動画3 溶融亜鉛めっき鋼板にティグ溶接をした際のアーク現象
3-4. アーク長とトーチ操作について
ティグ溶接は定電流特性(垂下特性ともいう)のため、基本的にはマグ・ミグ溶接のように電圧を設定する機能はありません。溶接中のタングステンと母材との距離(アーク長)に連動しており、アーク長が短いと電圧が低く、逆に長いと電圧は高くなります。
【動画4】にて適正なアーク長について説明しており、アーク長が長すぎると溶込みが浅くなり凸形状のビードになりやすく、またシールドガスで十分に保護されないため、ビード表面の酸化やピットおよびブローホールなどの気孔欠陥が発生しやすくなります。逆にアーク長が短すぎると、タングステンが溶融金属に接触してタングステン巻込みなどの欠陥が発生します。
動画4 適正なアーク長について
4. おわりに
ティグ溶接は、スパッタやスラグが発生せず美麗な外観形状が得られる優秀な溶接方法ですが、前処理や施工方法を誤ると大きな欠陥に繋がる旨を解説しました。今回の解説した注意事項を見直して、より良い施工に活かしていただければ幸いです。
なお、次回の冬号では実践編として、施工面の動画による解説や、「べからず集」動画などを予定しておりますので、乞うご期待ください。

コベルコ溶接テクノ株式会社 CS推進部 CSグループ
皆川 勝己