シュリーレン法によるシールドガス観察
1. はじめに
溶接において、アークおよび溶接金属を大気から遮蔽する手段として、炭酸ガスやアルゴンガス等のシールドガスは良く使用されます。しかし、ガスの流量が適切でなかったり、ノズルにスパッタが付着したりすると、シールド不良によりブローホールやピットが発生することがあります。このように、シールドガスを適切に流すことは重要ですが、シールドガスは通常目視で観察することはできません。そこで、シールドガスが適切に流れているか確認する手段として使用されるのが、シュリーレン法です。今回は、このシュリーレン法について紹介したいと思います。
2. .シュリーレン法の原理
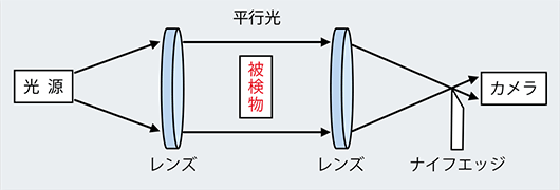
シュリーレン法を使用した装置は、図1に示すような構成から成り立っています。原理は、平行光の場に透明な被検物をセットし、被検物を透過する光を集光させ、その焦点位置にセットされたナイフエッジを通して観測すると、ナイフエッジに近づく方向に屈折された部分は暗く、遠ざかる方向に屈折された部分は明るくなります。これにより、被検物の密度分布が明暗として観察されます。
3. 観察例
写真1は神鋼溶接サービスで使用している装置(㈱溝尻光学工業所)です。この装置を使用して、実際にシールドガスを観測した例を紹介します。

観察例1は半自動溶接ノズルのシールドガスを、シュリーレン法により観測した映像です。これは、市販されている内径16mmの溶接ノズルに炭酸ガスを20L/minの流量で流したものですが、動画を見るとノズル付近のガスは流れが真直ぐで安定しているのがわかるかと思います。この領域は層流と呼ばれ、流れが安定しているため大気を巻込み難く、この領域では良好な溶接ができると言われています。一方、ノズルから離れた位置ではガスの流れが安定しておらず、ガスが徐々に広がっています。この領域を乱流と呼び、ガスの流れが複雑で、大気を巻込みやすいため、この領域で溶接をするとブローホールやピットの発生原因となると言われています。
次に、観察例2は、観察例1と同じノズルを使用して炭酸ガスの流量を50L/minに増加させた映像です。観察例2を見ると、層流の範囲がほとんどなく、ノズル付近から乱流になっているのがわかるかと思います。一般的に、シールドガスの流量は20~25L/minが適切であると言われていますが、この動画からも、炭酸ガスの流量50L/minは流し過ぎであり、欠陥が発生しやすくなっていることがわかります。
このように、層流の範囲はガスの流量やノズルの形状等により変化します。健全な溶接を行うには、層流の範囲を把握しておくことが大切です。
4. おわりに
上記では、溶接をしていない状態でのシュリーレン法の適用例を示しましたが、アーク溶接中はヒュームや熱が発生することによりシールドガスの流れも変化します。アーク光やヒュームが観測の邪魔になるため、アーク溶接中のシールドガスの流れを観測するのは長年困難とされてきましたが、近年ではアーク溶接中のガスの流れを観測できるようになってきています。
このように、シュリーレン法は現在も日々研究が進んでいる分野であり、今後皆様にもシュリーレン法に興味を持っていただければ幸いです。
iPhone/iPad、Android用デジタルカタログ
<専用ビューアが必要です>
スマートフォン、タブレットの方は、専用ビューアをダウンロードしてから閲覧ください。

