 当サイトにつきましては、
当サイトにつきましては、溶接ご法度集-21 各種溶接材料編(3)
セルフシールドアーク溶接 その2
前号に引き続き、セルフシールドアーク溶接でのご法度です。
※本文中の溶接110番・119番および用語解説バックナンバーは、以下URLよりお入りください。
ぼうだより 技術がいどライブラリー https://www.boudayori-gijutsugaido.com/library/
ご法度(96)
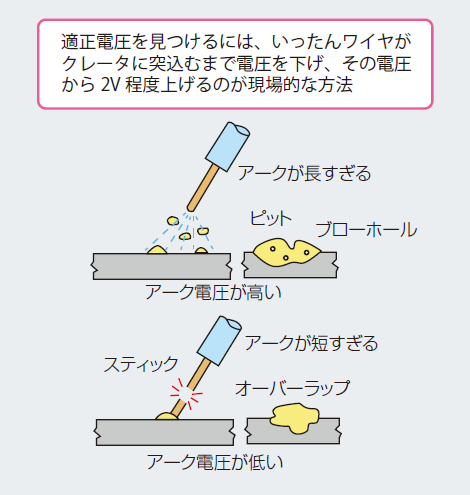
高い電圧で溶接するのはご法度!
セルフシールドアーク溶接では、ほかの溶接法と比べて電圧の設定が特に重要です。
電圧が高すぎるとアーク長が長くなり、シールド性が悪化するためピットやブローホールが発生したり、溶込みが浅くなったりします。
適正電圧の選定は、右図をご参照ください。
ご法度(97)
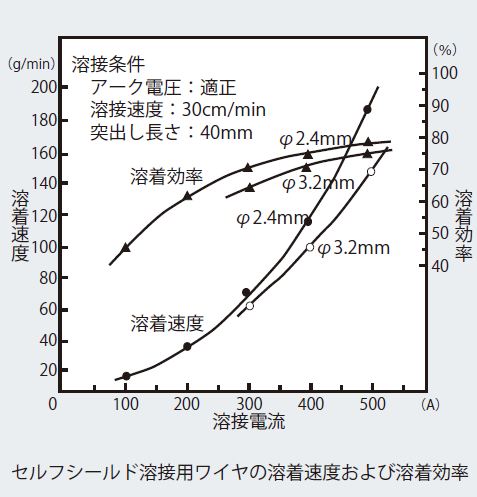
溶接速度を高く見積もりすぎるのはご法度!
溶接コストを計算する際は、1分間に何gの溶着金属がつくかが重要なカギとなります。3.2mmのワイヤを300Aで溶接すると、1分間で約60gの金属がつきます。これを溶着速度とよびます。ちなみに、1.2mmのスラグ系フラックス入りワイヤ([F] DW-Z100など)1.2mmの溶着速度は300Aで約100gとなります。溶接棒、ワイヤなど品種ごとの溶着速度は、神鋼溶接総合カタログ(2020年版)P65をご参照ください。
また、100gのセルフシールド溶接用ワイヤを溶かすと、約70gの溶着金属が得られます。これを溶着効率とよびます。この場合、このワイヤの溶着効率は70%となります(残りはスラグやスパッタなどになります)。
ご法度(98)
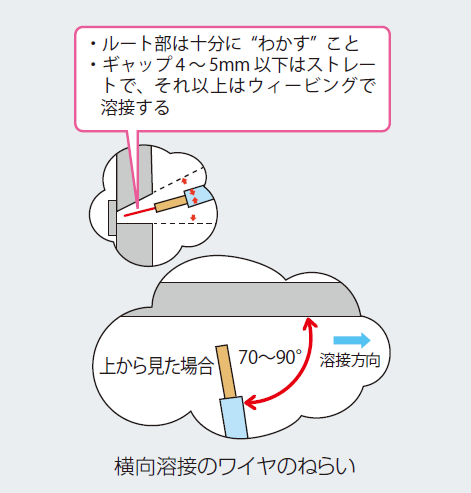
トーチ角度を甘く見るのはご法度!
セルフシールドアーク溶接は、横向溶接に多く用いられます。
良い溶接を行うには、ビードの置き方や、それぞれのビードに対するトーチ角度を適正にとることが大切です。それらが適当でないと、ビードが垂れたりアンダカットが発生したりします。
ご法度(99)
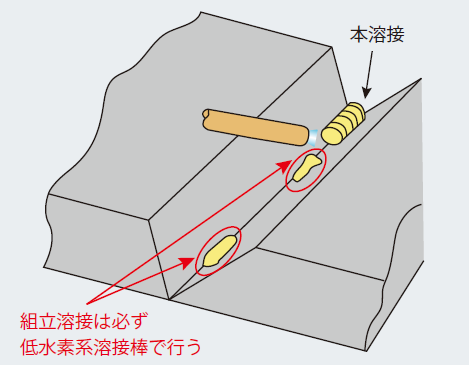
低水素系溶接棒以外の溶接棒で組立溶接するのはご法度!
低水素系溶接棒以外の溶接棒で組立溶接(仮付け)を行うと、ピットやブローホールが発生したり、スラグはく離性が悪化したりします。
たとえば、イルミナイト系溶接棒で組立溶接し、その上にセルフシールドアーク溶接をすると、スラグがビードにこびりつき、極めてスラグが除去しにくくなります。
組立溶接は、低水素系溶接棒で行いましょう。
セルフシールドアーク溶接のかんどころは、溶接レスキュー119 番「セルフシールドアーク溶接について」をご覧ください
https://www.boudayori-gijutsugaido.com/gaido/catalog/110/#target/page_no=146
次回は各種溶接材料編の最後、「サブマージアーク溶接のご法度」となります。
| ※文中の商標を下記のように短縮表記しております。 FAMILIARC™→ [F] |