 当サイトにつきましては、
当サイトにつきましては、鋳物の溶接について
1. はじめに
「鋳物」と言えば「鋳鉄」というイメージを強くお持ちではありませんか?
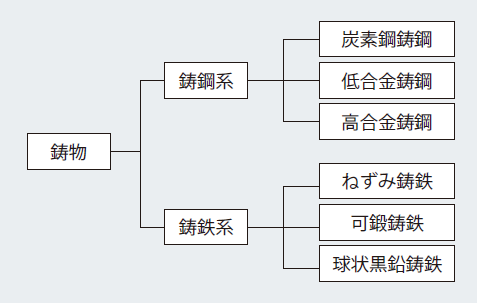
私どもCSグループに、「鋳物を溶接するが [P] CI-A1で大丈夫ですか?」というお問い合わせが数多く寄せられます。鋳物は、SS材・SM材などの一般的な圧延鋼材とは違い、溶融させた金属を鋳型に流し込む製造方法で製品を作ります。図1に示すように、鋳物の種類は数多く存在しており、その種類によっては溶材選定や施工方法などが大きく異なります。今回は、「鋳鉄」と「炭素鋼鋳鋼品(以下鋳鋼)」の比較を例に挙げ、その性質の違いや溶接施工時の注意事項などについてご説明致します。
2. 鋳鉄の特徴とその溶接性
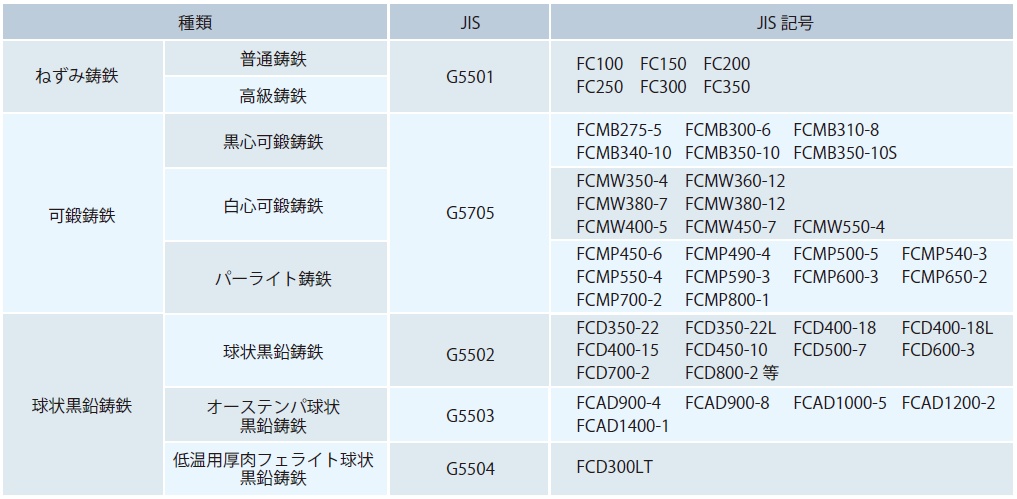
鋳鉄は、鉄に2~6.67%の炭素(C)を含有した合金になります。炭素量を2%以上含有させることで、湯流れ性が良く鋳型の細部にまでなじむという性質が得られます(表1に鋳鉄の種類を示す)。しかし、炭素(C)を多く含有させた影響により、溶接施工時に割れや気孔欠陥などの溶接欠陥が発生しやすく、一般の圧延鋼材と比較し溶接性は劣ります。その理由を以下に説明します。
①鋳鉄を溶融状態から急冷すると白銑化し、この白銑が硬くて脆い上に鋳鉄素地と熱膨張係数が著しく異なる。また、溶接熱によって大きな残留応力が生じ、延性も劣ることなどから割れが発生しやすい。
②炭素(C)の含有量が高く溶接時にCOガスが多量に発生するため、溶接金属中にブローホール・ピットなどの気孔欠陥が発生しやすい。
③鋳鉄自身の延性不足、および鋳造時の残留応力が大きいため、溶接部以外でも割れが発生しやすい。
このように、一般の圧延鋼材と比較し溶接欠陥が非常に発生しやすいので、後述致しますが溶接施工においては、種々の注意事項を厳守いただく必要があります。
表1 鋳鉄の種類
3. 鋳鋼の特徴とその溶接性
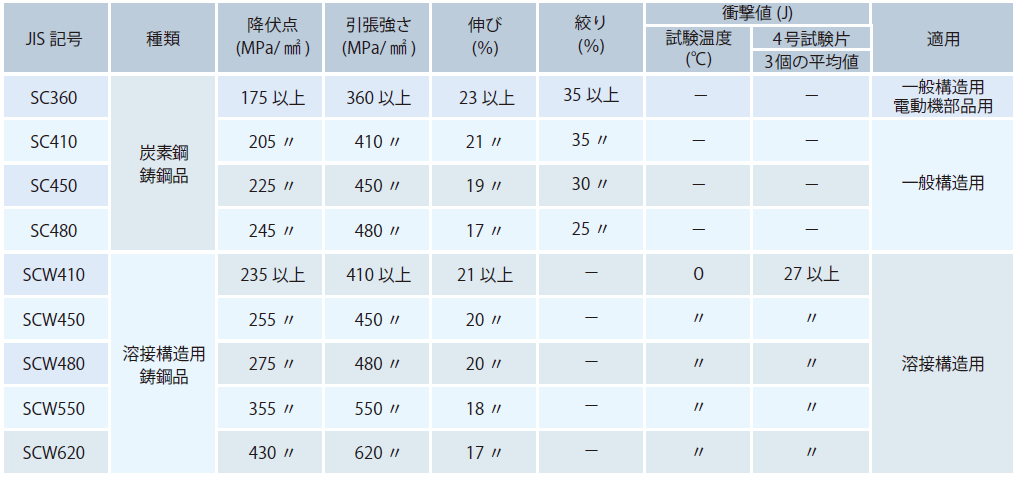
鋳鋼系の鋳物は、一般構造用圧延鋼材とほぼ同等の化学成分であることが特徴で、鋳鉄との比較では炭素含有量が低いことが大きな違いと言えます。これにより、鋳鉄と比較し機械性能や溶接性が格段に優れています(表2に炭素鋼鋳鋼品の種類を示す)。この他に、「低合金鋼鋳鋼品」・「ステンレス鋼鋳鋼品」・「耐熱鋼鋳鋼品」・「高マンガン鋳鋼品」などもあります。
鋳鋼は、一般の圧延鋼板と同等の溶接材料・施工要領で溶接が可能です。ただし、炭素含有量が0.3%以上の鋳鋼の場合は、溶接時の急熱急冷が熱影響部を硬化させ、割れなどの溶接欠陥が発生しやすいので、溶接施工においては予熱・後熱を実施するなどの配慮が必要です。
表2 炭素鋼鋳鋼品の種類
4. 溶接施工要領
4-1.鋳鉄の溶接
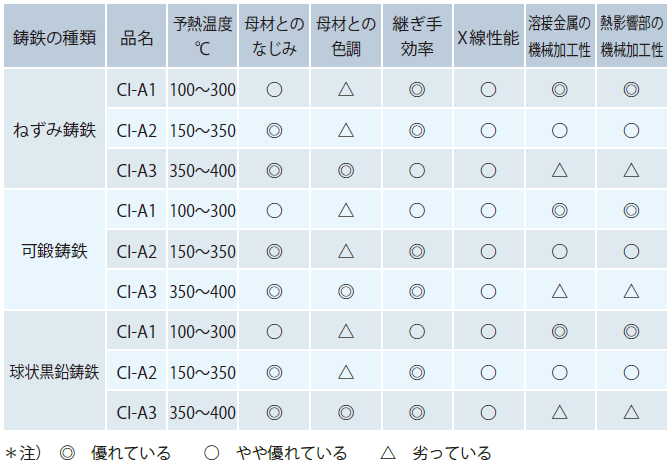
鋳鉄の溶接では、いかに欠陥の少ない施工を行えるかが最大のポイントであり、溶接電流・運棒法・ピーニングなどが溶接の良否を大きく左右します。溶接欠陥を少なくするための溶接施工時の注意事項を、手順に沿って説明します。また、溶材選定は表3を参考にしてください。
表3 各種鋳鉄に対する溶接棒の選び方
①溶接電流
溶接部の過熱を避けるため、できるだけ細径の溶接棒を使用し、電流は可能な限り低電流側の条件を採用する。
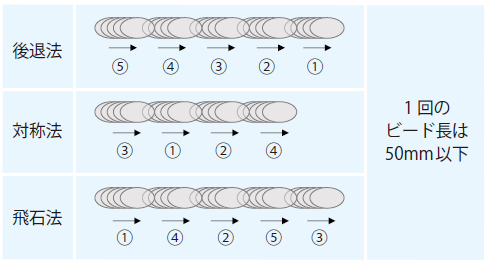
②運棒法
ストレートかセミウィービングにとどめ、1回の溶接ビード長さを50mm以下とする。
③収縮応力の緩和(ピーニング)
収縮応力を緩和させるため、アークを切った直後にビードの波形がなくなるまでピーニングを行うこと(動画1参照)。溶接長が長い場合には、後退法・飛石法・対称法などと合わせて施工する(図2参照)。
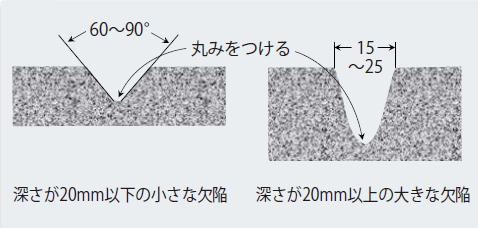
④開先形状
溶接の目的や材料の組合せなどによって異なるが、開先角度はやや広く取り開先底部には丸みをつける(図3参照)。
以上の項目について実施いただき、施工するよう心掛けてください。
動画1 [P] CI-A1 ピーニング要領
4-2.鋳鋼の溶接
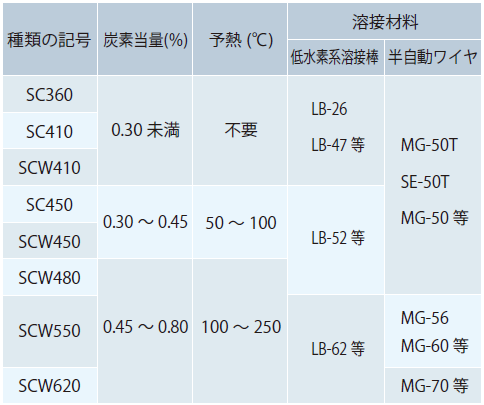
鋳鋼の溶接材料や施工要領は、基本的に一般の圧延鋼材と同等であり、鋳鉄と比較して溶接性は良好で、それほど難しくありません。ただし、鋳鋼は形状が複雑で、板厚の厚い製品が多いので、施工に際しては鋼材の炭素当量や板厚により、予熱・後熱などを考慮する必要があります。また、CO2の場合には大入熱での施工は避けるよう心掛けてください。表4に炭素鋼鋳鋼品の炭素当量をもとにした、予熱温度と溶材選定の一例を示します。施工時にご参考ください。
表4 炭素鋼鋳鋼品の炭素当量をもとにした予熱温度と溶材選定の一例
5. 鋳鉄と鋳鋼の見分け方
CSグループへのお問い合わせで、長期間使用したポンプなどの部材を補修する際、図面などもなく鋼種を見分けることが困難な場合が散見されます。このような場合でも、ある程度見分けることができる方法をご紹介します。その方法とは、部材の端部にディスクグラインダーをかけ、火花の飛び散り方で見分ける方法です。鋳鋼は比較的柔らかく、火花はオレンジ色で粒子が大きく飛散する量も多いです。一方、鋳鉄は硬いので火花の色が薄くて粒子が小さく、飛散する量も半分以下となります(動画2 炭素鋼鋳鋼品と鋳鉄の火花比較 参照)。製品としての見栄えや、部品として性能に影響が出ない箇所でお試しください。
ご参考に、鋳鉄製バルブ(FC200)に誤って圧延鋼材用溶接材料を用いて、半自動([F] MG-50)で溶接した場合の状況をご紹介します(動画3参照)。溶接中のアークの状況や溶接ビードの馴染みなどで、すぐに違和感を感じ気づくことができるかと思います。
動画2 炭素鋼鋳鋼品と鋳鉄の火花比較
動画3 鋳鉄(FC200)× [F] MG-50
6. おわりに
今回は、鋳鉄と鋳鋼の性質の違いや、溶接施工時の注意事項などをご紹介致しました。今回のお話が少しでも皆様のお役立ちになれば幸いです。また、他の溶接に関するご相談などがございましたら、お気軽にCSグループへ問い合わせください。

コベルコ溶接テクノ(株) CS推進部 CSグループ
秋山 了亮
| ※文中の商標を下記のように短縮表記しております。 FAMILIARC™→ [F] PREMIARC™→ [P] |