パス間温度測定機能のご紹介
第1回『ながし』
および判定基準の改正について
 当サイトにつきましては、
当サイトにつきましては、鉄骨溶接ロボットシステム
パス間温度測定機能のご紹介
1. はじめに
日本溶接協会が認定している溶接技能者数は、ここ20年の間20万人前半で横ばい推移しています1)。しかし少子高齢化により溶接士の減少が考えられ、鉄骨ファブリケータにおいても人手不足が加速し、効率化や省人化を実現する自動化システムの需要がさらに高まることが予想されます。当社鉄骨溶接ロボットシステムは、長時間無人運転を実現するために、スラグ自動除去機能やエラースキップ機能など多くの機能・機器を開発してきました2)。
溶接部の適正な性能を確保するため、2000年に建築基準法が改正され、鉄骨製作工場の工場認定制度の性能評価基準では鋼材、ワイヤ種ごとに入熱やパス間温度管理の基準が定められました(表1)。これにより、単一継手ではパス間温度が管理値以下になるまで待つ必要があるなど、サイクルタイムが長くなることが課題となっています。
本レポートでは、これまで開発したパス間温度管理による待ち時間を削減する機能と、新たに開発したパス間温度の測定を自動化し、サイクルタイム短縮を実現するためのパス間温度測定機能について紹介します。
表1 溶接材料と入熱量・パス間温度3)
| 鋼材の種類 | 溶接材料 | 入熱(kJ/cm) | パス間温度(℃) | |
|---|---|---|---|---|
| 400 MPa 級鋼 | JIS Z 3312 | YGW11、15 YGW18、19 |
40以下 | 350以下 |
| 30以下 | 450以下 | |||
| 490 MPa 級鋼 | JIS Z 3312 | YGW11、15 | 30以下 | 250以下 |
| YGW18、19 | 40以下 | 350以下 | ||
| 400 MPa 級鋼 STKR・BCR・BCPに限る |
JIS Z 3312 | YGW11、15 | 30以下 | 250以下 |
| YGW18、19 | 40以下 | 350以下 | ||
| 490 MPa 級鋼 STKR・BCPに限る |
JIS Z 3312 | YGW18、19 | 30以下 | 250以下 |
2. パス間温度管理とこれまでの当社の取組み
パス間温度とは、多層溶接において、次のパスを溶接する直前の溶接パスおよび近傍の母材の温度のことであり、継手の指定された位置のパス間温度が管理値以下(下限値は予熱に必要とされている温度)となるように溶接することが必要です。母材の温度が管理値以下になるまで次パスの溶接を開始できず、待機する時間が発生します。このような課題を解決するために当社ではパス分割機能とパス間停止機能を開発しました。
2.1 パス分割機能
パス分割機能とは、複数の継手を溶接する場合、1パスか複数パスに分けて溶接する機能です。一括で単一継手を溶接する場合よりもパス間温度の上昇を抑えることができます。表2にパス分割機能の仕様を示します。また本機能では、全継手の溶接を同時進行的に行えるためスラグ除去を全継手一括で行うことができ、トーチの持ち替え動作を削減することでサイクルタイムの短縮が可能になります。
表2 パス分割機能
| オプション | 内容 |
|---|---|
| 1パス目のみ分割 | 各継手で1パス目のみを溶接し、残りの継手を一括で溶接します。 |
| パス分割 | 各継手を1パスか複数パスで分割します。 |
2.2 パス間停止機能
パス間停止機能とは、ロボットを任意のパスの溶接開始前にあらかじめ指定した時間だけ停止させる機能です。表3にパス間停止機能の仕様を示します。パス分割機能の効果を得難い溶接線の少ないワークに効果的です。
表3 パス間停止機能
| オプション | 内容 |
|---|---|
| タイマ | ロボットはパス間停止時に設定した時間が経過するまで待機し、その後動作を再開します。 |
| 一時停止 | 次のパスを溶接する際に外部入力待ちとなり、外部入力待ちスイッチをオペレータが入力することで動作を再開します。 |
3. 非接触式温度センサを使用したパス間温度測定機能
従来の機能では、あらかじめ継手別にパス間温度を人が測定・記録し、どのように動かすかを判断する必要があります。また、パス分割機能では、ロボットが継手間を移動する回数が増えるため、パス間温度を超えないような継手についてはサイクルタイムが長くなるなどの課題がありました。これらの課題を改善するため、パス間温度測定機能を開発しました。ロボットに非接触の温度センサを搭載し、温度測定をロボットが実施します。通常運転中もパス間温度測定が可能となり、機器の精度範囲内で母材の温度を測定します。測定したパス間温度は自動で記録します。これにより、サイクルタイムの短縮、安全性の向上、ヒューマンエラーの防止、省人化によるトータルの生産性向上を実現します。
3.1 システム構成
パス間温度測定機能のシステム構成を図1に示します。ロボットの手首に温度センサを取り付け、温度センサを使用するときのみ開くスパッタ防止カバーを装着しています。溶接動作に影響のない位置配置や構造にすることで温度センサとトーチの持ち替え動作を不要としました。
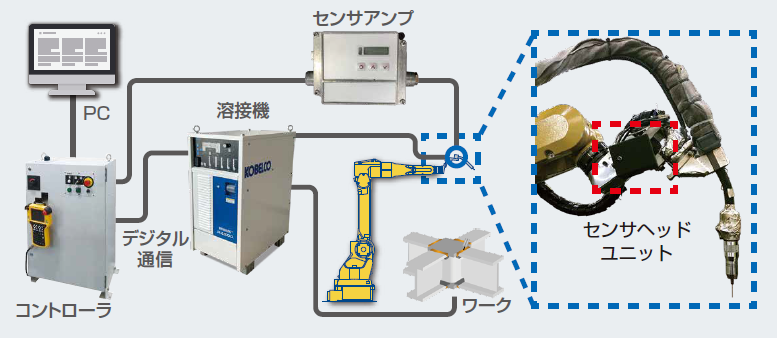
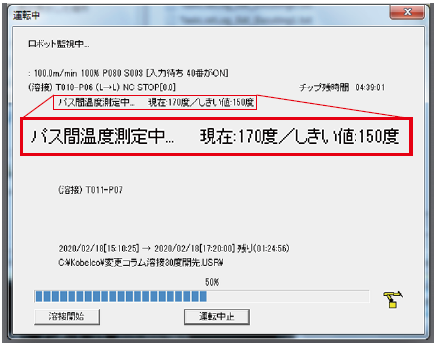
温度センサの仕様を表4に示します。測定温度範囲は100~550℃です。また温度センサについては使用時間や環境の変化により誤差が生じる可能性があり、当社では1年ごとの定期校正を推奨しています。また付帯機器として十字のラインポインタを搭載しており、測定中は図2のとおり、目視でも狙い位置が確認できます。付属の治具を使用することでセンサの取り付け位置にずれがないかを判断することができます。
表4 温度センサ仕様
| 項目 | 内容 |
|---|---|
| 測定温度範囲 | 100℃~550℃ 100℃以下の場合は“100℃以下”と表記する。 550℃以上の場合は“550℃以上”と表記する。 |
| 測定視野 | 約φ15mm 測定距離510mmにおけるスポット径 |
| 測定精度 | ±9.1℃ 周囲温度23℃、測定対象温度250℃での、表面状態などの影響を除いた計算値 |
| 使用周囲温度 | -20~+85℃(ヘッド) |
| 付帯機器 | レーザー光源(赤色・ライン型) クラス2(JIS C 6802) |

温度センサから取得したデータはセンサアンプとコントローラを経由しPCに送信され、測定した温度はPCモニタと教示ペンダント画面で確認できます。
3.2 パス間温度測定フロー
3.2.1 鉄骨ソフトの入力
パス間温度測定機能の処理フローを図3に示します。鉄骨ソフトでワークサイズに加え、ワイヤ種別とパス間温度の設定値を入力し、溶接をスタートします(図3青枠)。設定値には初期値として表1で示した各継手のパス間管理温度を設定しています。人手作業はここまでで、以降は自動で処理し、ワークサイズに合わせた教示データを生成後、ロボットの動作を開始します。
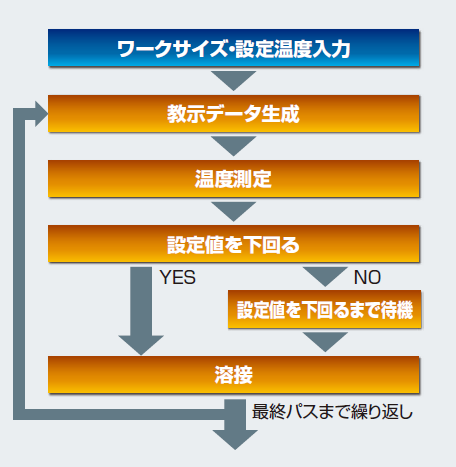
3.2.2 パス間温度の測定
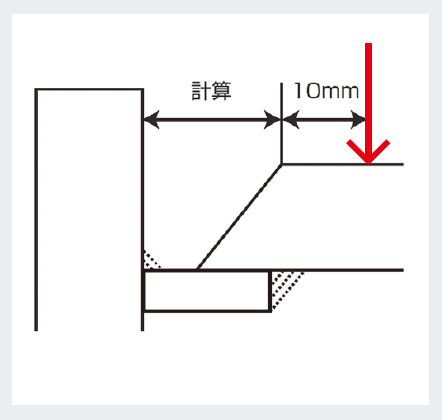
ロボットは、溶接開始直前に測定箇所に移動し温度を測定します(図3橙枠)。測定箇所は図4に示すとおり、溶接線の中央かつセンシングで検出した開先から10mm離れた箇所です。ここで設定値より温度が高い場合は設定値以下になるまでロボットが待機します。測定中の温度は、図5に示すとおりPCの画面で確認でき、測定した温度が設定値以下になるとロボットが溶接を開始します。これを最終パスまで繰り返します。
3.3 パス間温度の記録
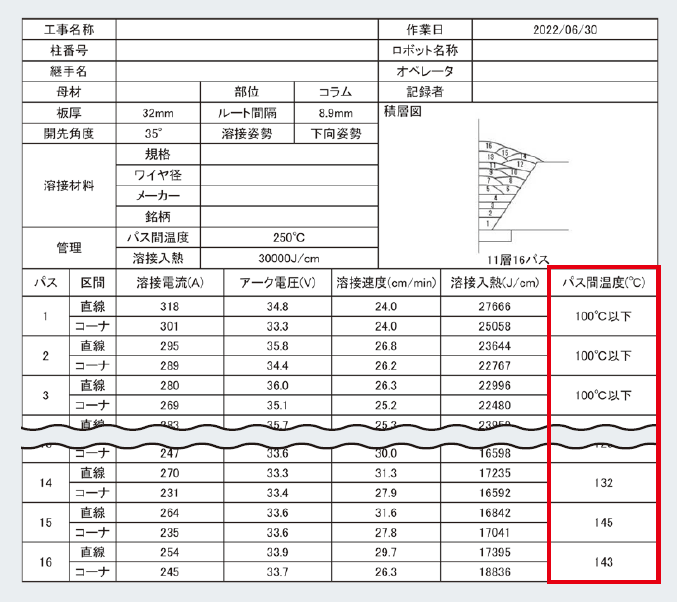
当社では溶接電流、アーク電圧、入熱量などを自動で記録し、施工レポートとして出力する機能があります。この施工レポートには、パス間温度を記入する項目を用意していますが、従来は人が測定したパス間温度を記入する、またはPCから入力する必要がありました。本機能を使用することで、測定したパス間温度のデータを自動で入力できます(図6)。これにより温度データの入力作業の削減や入力ミスを防止できます。
4. おわりに
当社鉄骨溶接ロボットシステムで新たに開発したパス間温度測定機能について紹介しました。本機能により作業者がパス間温度の測定に要している時間を他の作業に活用でき、サイクルタイム短縮や品質安定化が期待できます。またパス間温度測定のために、作業者が安全防護柵の中で作業することがなくなり、安全性の向上も実現できます。
今後も、溶接品質向上、生産効率向上および省人化を実現する製品・機能を開発し、お客様の課題解決に貢献していきます。
参考文献
1) 一般社団法人日本溶接協会溶接情報センター:溶接関係の統計 -溶接技能者認証者数の推移-、http://www-it.jwes.or.jp/statistics/statistics2.jsp、(2023-02-22)
2) 橋本潔ほか:鉄骨溶接ロボットシステムの開発状況、R&D神戸製鋼技報、Apr.2002、Vol.52 No.1、pp.64-67
3) 日本建築学会編「鉄骨工事技術指針・工場製作編」2018、 p.384