パス間温度測定機能のご紹介
第1回『ながし』
および判定基準の改正について
 当サイトにつきましては、
当サイトにつきましては、JIS溶接技術検定における試験方法および判定基準の改正について
1. はじめに
JIS溶接技術検定(以下検定という)とは、溶接技能者の技量を一定の基準(JIS、WESなど)に基づき評価・認証する試験です。この検定に関わる基準が2018年(JIS)、2021年(WES)に相次いで改正されたことにより、施工方法や外観判定基準が一部変更されました。今回は、検定の中で最も受験者数の多い炭素鋼の被覆アーク溶接(以下手溶接という)と半自動溶接における改正点について解説いたします。
2. 検定に関わるJIS、WES改正について
日本溶接協会では、JIS とWESの両規格に基づいて溶接技能者の評価試験を実施しています。以下に、それぞれの規格の改正点と注意事項を項目ごと解説していきます。
2-1. JIS改正に伴う変更点と注意事項
【1】試験材料の形状および寸法の変更点について
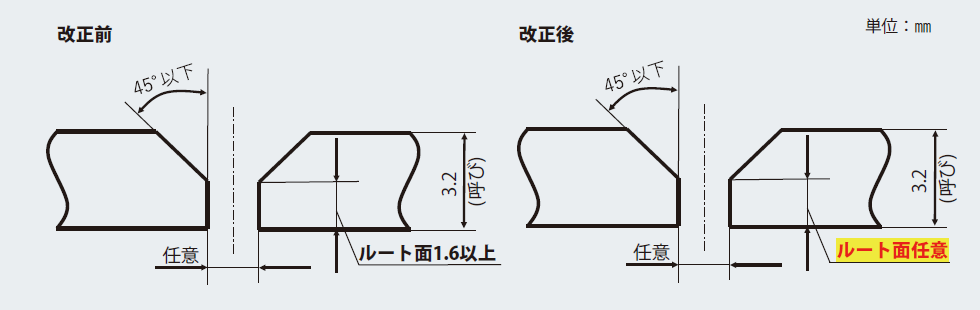
①「薄板および薄肉管の試験材料の形状、寸法」
改正後:ルート面「任意」(図1参照)
開先の加工量(ルート面の量)が任意となり、溶接条件の選択肢が増えたように感じますが、逆に最適条件を絞り込む作業が困難になったとも言えます。裏波溶接は、①電流・電圧②開先の加工量(ルート面の量)③ルートギャップ、の3因子のバランスが上手く取れないと、良好な溶接はできません。条件出しの際には、同時に複数の因子を調整しないことが鉄則です。2つの因子を固定し、1つの因子だけを微調整しながら、丁寧に仕上げることが条件出しのポイントになりますのでご注意ください。
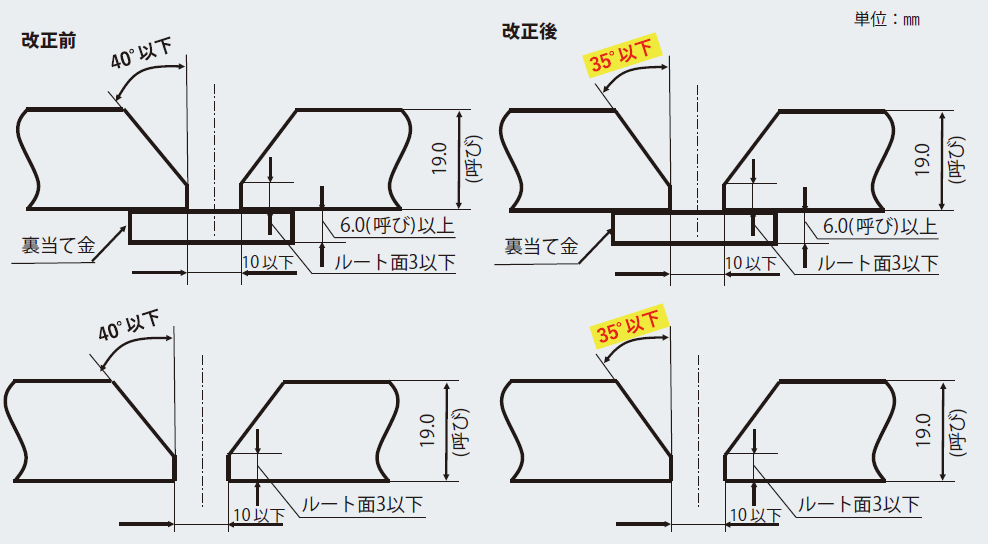
②「厚板および厚肉管の試験材料の形状、寸法」
改正後:ベベル角度「35°以下」(図2参照)
開先角度が狭くなると開先断面積が小さくなり、溶接量が減少し身体への負荷は軽減します。しかし、溶接欠陥(融合不良、気孔欠陥など)のリスクは高まりますので、溶接速度や開先内の溶接金属量を各層で再確認することが大変重要です。受験前に何度か練習し、初層から仕上げまでの感覚を体に染み込ませておくことを心掛けてください。
【2】最終パス余盛幅上限値の規定について
「厚板・厚肉管の余盛幅について」
改正後:余盛幅上限値「38㎜以下」
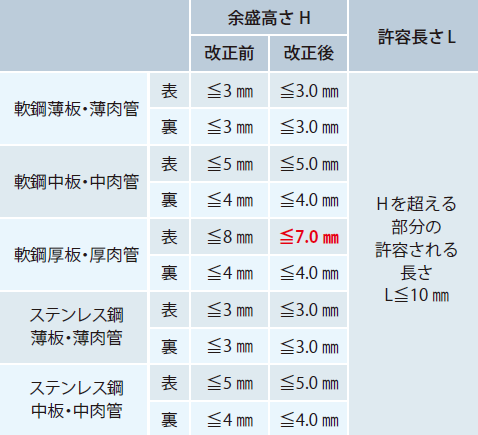
厚板・厚肉管以外でも、外観評価基準(余盛幅、余盛高さ)が変更されている種目があります(表1・2、図3参照)。
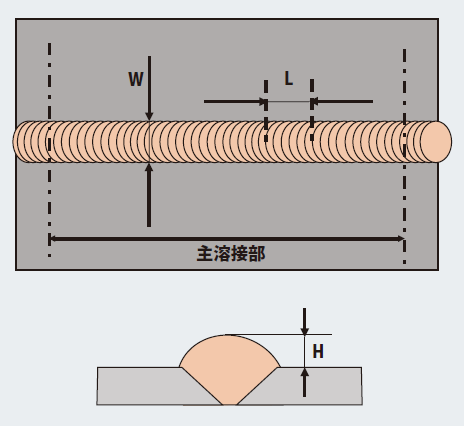
表1 外観評価基準
〈余盛幅Wの合格基準〉

表2 外観評価基準
〈余盛高さHの合格基準、許容長さL〉
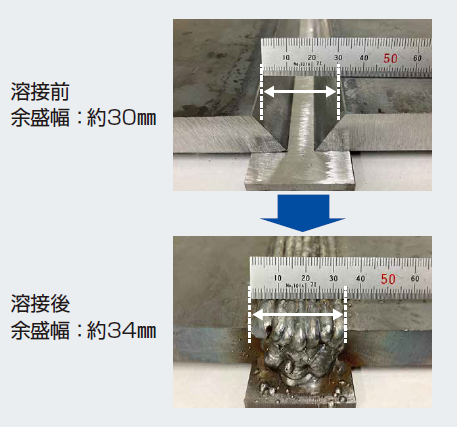
検定種目「SA-3H」を例に挙げ、注意点を解説します。厚板(裏当て金あり)では、ルート間隔は10㎜以下と規定されています。例えば上限値(10㎜)で組立溶接をすると、溶接前で上側開先幅は約30㎜、溶接後では約34㎜となります(写真1参照)。この時点で、厚板の外観評価基準(38㎜以下)の上限ぎりぎりの余盛幅となり、補修ビードやビード蛇行に対する余裕が、ほとんど残されていない状況になります。このことから、あらかじめ安全値を考慮してルート間隔を5㎜程度とすることを推奨します。
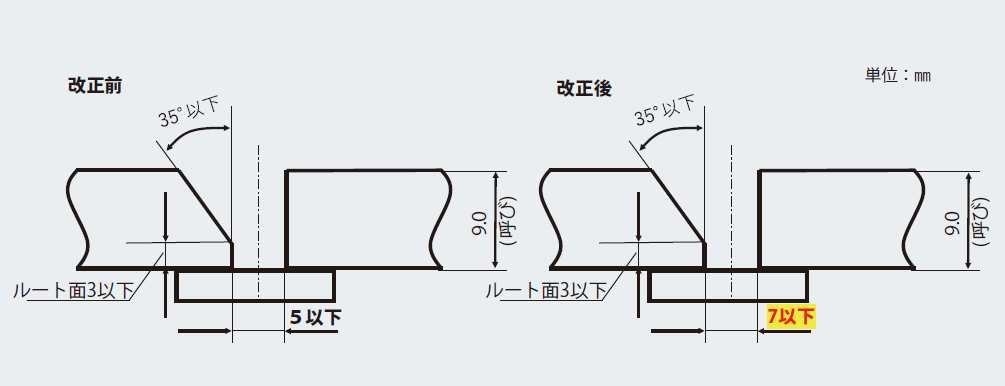
【3】半自動溶接 中板レ形開先(裏当て金あり)のルート間隔の規定について
改正後:7㎜以下(図4参照)
手溶接ならびに半自動溶接の中板・厚板では、改正前からレ形開先での受験が可能だったことはご存知でしょうか。今回の改正で半自動溶接に限りルート間隔の規定が緩和され、溶接条件の裕度が広がりました。しかし、レ形開先での受験者は非常に少ないため、各地区の受験会場へレ形開先での受験の可否を事前にご確認ください。
2-2.WES改正に伴う変更点と注意事項
【1】補修溶接の規定について
改正後:補修の方向や長さは自由(図5参照)。
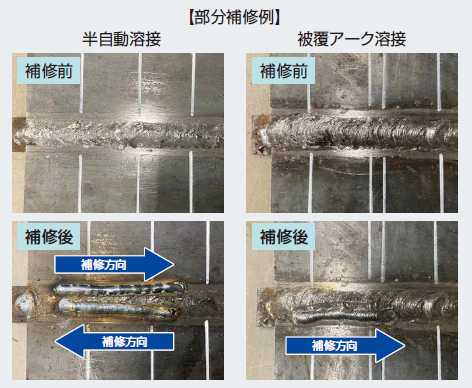
この改正により、以下のような補修溶接が可能となります。
1)最終層表面の部分補修(写真2参照)
2)始終端部の部分補修(写真3参照)
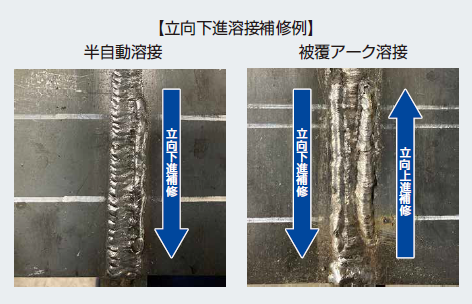
3)立向溶接に対しての下進溶接での補修(写真4参照)

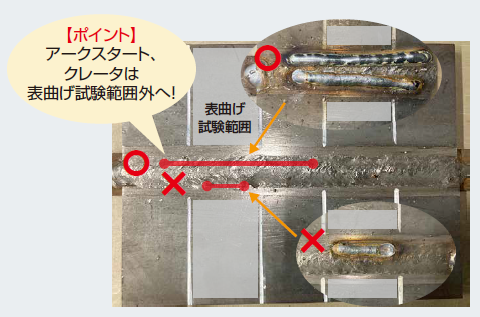
補修溶接の注意点として、アークスタート部とクレータ部は、気孔欠陥などの発生リスクが高いため、曲げ試験範囲内に残らないように施工してください(写真5参照)。実際の検定では、曲げ試験範囲を示す線などはありません。補修溶接をする前にご自身で計測し、十分に確認してから施工することが重要です。また、補修溶接ビードも外観評価基準内(余盛幅、余盛高さ)に必ず収まるよう、施工してください。
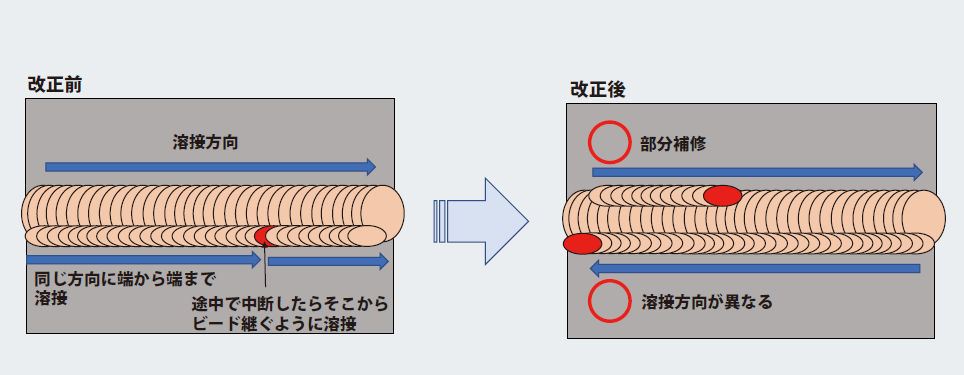
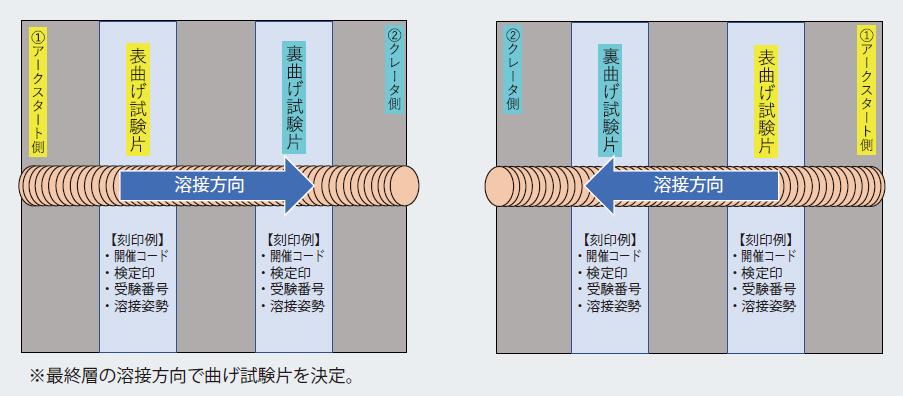
【2】最終層各パス、溶接方向の規定について
改正後:最終層の溶接方向ならびに各パスで溶接方向を変更することが可能。
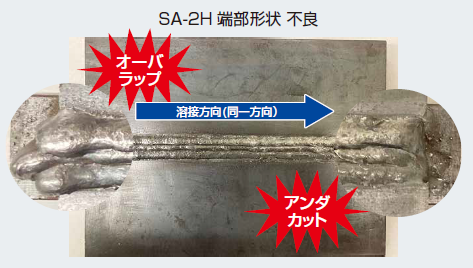
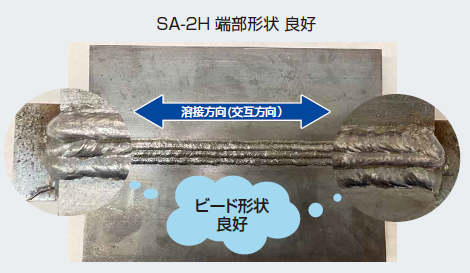
改正前は同一方向に溶接するため、始終端部にてオーバラップ・アンダカット・垂れ落ちなどが発生しやすい状況でした(写真6参照)。改正後は溶接方向が自由に選択できるため、始終端部のビード形状・外観を整えながら、施工することが可能になりました。ぜひお試しください(写真7参照)。
【3】薄板および中板の曲げ試験位置について
改正後:溶接前の試験材に曲げ種類を打刻(図7参照)。
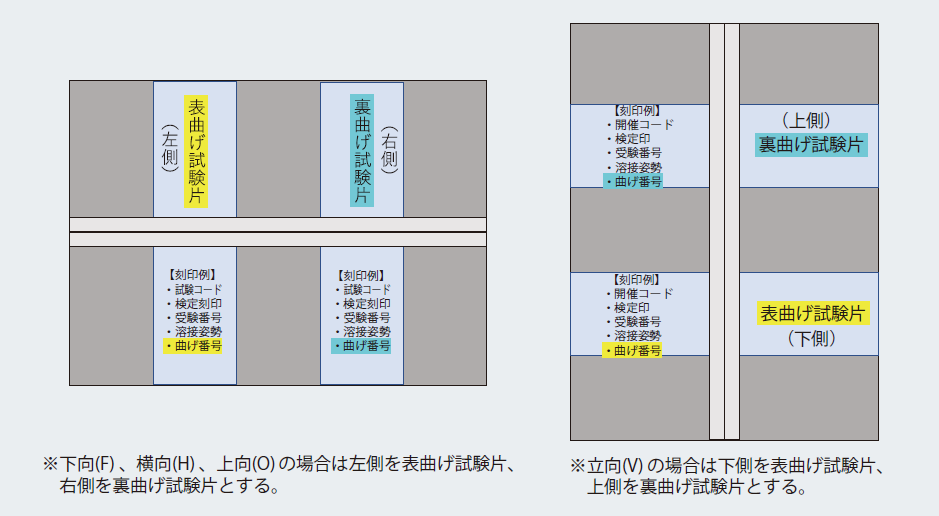
薄板および中板の曲げ試験位置が厚板などと同様に事前に決められているため、曲げ試験範囲内で決してビード継ぎを行わないよう、ご注意ください。溶接条件が適正でない場合には、曲げ試験範囲手前で一度アークを中断し、再調整後に施工することを心掛けてください。それでも初層の裏曲げ試験範囲内での意図しないアーク切れは起こり得ます。このような場合でも、決して諦めず・焦らず・丁寧にビード継ぎを行い、最後まで仕上げることが重要です。その対処方法につきましては、動画を参考にしてください。
(動画:A-2F ビード継ぎのポイント)
動画 A-2F ビード継ぎのポイント
3. 溶接研修センターの紹介
当社溶接研修センターは(株)神戸製鋼所藤沢事業所内に併設されており、毎月JIS溶接技能者評価試験受験コース(以下JIS受験コースという)を中心に各種溶接研修を開催しております。JIS受験コースで特筆すべきは、数日間練習したブース・溶接電源で受験が可能で、年間合格率は90%と高い数値を誇っていることです。JIS受験コースに加え、溶接入門コース(アーク特別教育終了証発行)・ボイラー溶接士受験対策コース・外国人技能実習生向け実技コースなども随時開催中です。また、受講者のニーズに応えるオーダーメイド研修や出張研修も行っていますので、ご興味のある方はぜひお気軽にご相談ください(写真8参照)。
溶接研修センター 0466-20-3020

4. おわりに
今回は検定に関わる主な改正点と、施工時の注意点について解説させていただきました。皆様の合格の一助になりましたら幸いです。より詳細な改正内容につきましては、最新の検定基準(JIS・WES)をご確認ください。また、受験会場により多少ルールが異なる場合が予想されます。事前に受験される会場にご確認されることをお勧めいたします。その他、溶接に関するご不明な点などございましたら、お気軽にご相談ください。
参考文献
1)JIS Z 3801:2018
2)JIS Z 3841:2018
3)WES 8201:2021
4)WES 8241:2021

コベルコ溶接テクノ株式会社 CS推進部 CSグループ
秋山 了亮