パス間温度測定機能のご紹介
第1回『ながし』
および判定基準の改正について
 当サイトにつきましては、
当サイトにつきましては、溶接ご法度集-27 各種母材におけるご法度(2)
ステンレス鋼編 その3
今回は、ステンレス鋼の溶接施工でのご法度を中心に解説いたします。
※本文中の溶接110番・119番および用語解説バックナンバーは、以下URLよりお入りください。
ぼうだより 技術がいどライブラリー https://www.boudayori-gijutsugaido.com/library/
ご法度(123)
磁性の有無に無関心でいるのはご法度!
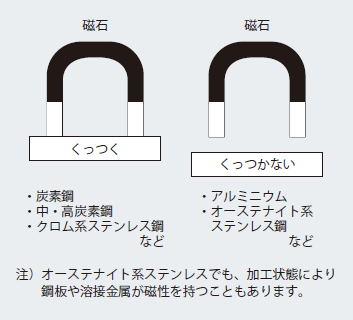
鉄が磁石にくっつくのは誰でもご存知ですね。
しかし、磁石でくっつかない金属も数多くあります。アルミニウムなどはその代表ですが、オーステナイト系ステンレスもその一つです。
磁石にくっつく金属とくっつかない金属では、溶接の仕方はまったく異なります。
たとえば、磁石でくっつく金属は予熱して溶接できますが、くっつかない金属は予熱しない方がよいケースがあります。
鋼種が不明な場合は、まずは磁石を使って大まかな鋼種を確認しましょう。
*オーステナイト系ステンレス鋼の磁性については、溶接110番・溶接レスキュー隊119番で詳細を解説しています。
*オーステナイト系ステンレスでも、加工状態により鋼板や溶接金属が磁性を持つこともあります。
ご法度(124)
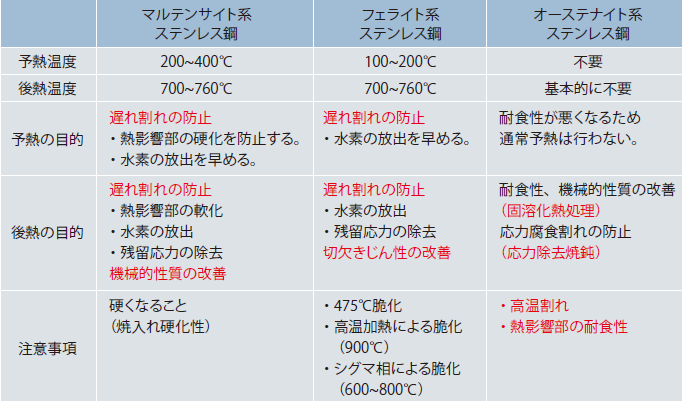
フェライト系ステンレス鋼、マルテンサイト系ステンレス鋼を予熱せずに溶接するのはご法度!
磁石でくっつくフェライト系およびマルテンサイト系ステンレス鋼は、オーステナイト系ステンレス鋼とは異なり、溶接に際して十分な熱管理が必要です。
オーステナイト系ステンレス鋼が熱をかけることを嫌うのに対して、これらの鋼種は予熱し同じパス間温度をキープして溶接することが必要です。予熱なしでは、遅れ割れが発生したり、良い機械性能を得られない場合があります。
溶接施工上の注意点
ご法度(125)
フラックス入りワイヤを送給装置にかけたままにしておくのはご法度!
一般に、ステンレス鋼用フラックス入りワイヤは12.5㎏巻きであり、一日で使い切ることは少ないでしょう。
残りのワイヤを送給装置にかけたまま長期間放置すると、ワイヤ表面に付着したほこりなどによって送給性が損なわれたり、溶接金属にピットが発生することがありますので、注意が必要です。
ご法度(126)
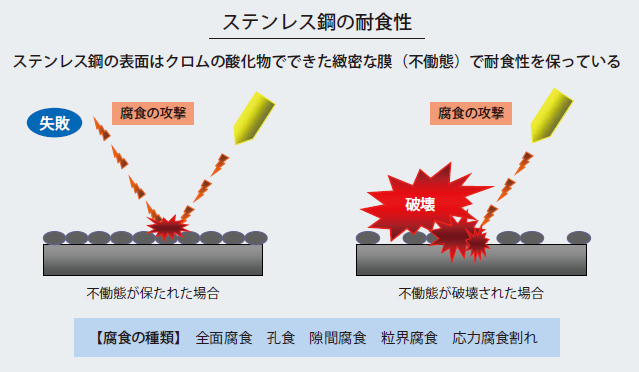
ステンレス鋼は腐食しない、と考えるのはご法度!
ステンレス鋼は多くの環境で優れた耐食性を発揮します。それは、ステンレス鋼の表面にCrを主成分とする不働態皮膜があるためです。
しかし、この不働態皮膜も塩素イオンを含むような環境(海水)などでは容易に壊されてしまい、腐食が進行します。その対策として、Crを多く含有するに2相系ステンレスやスーパーステンレス鋼が用いられます。
*二相ステンレス鋼用フラックス入りワイヤでの注意点は溶接110番・溶接レスキュー隊119番で詳細を解説しています。
ご法度(127)
SUS304Lを308系溶接材料で溶接するのはご法度!
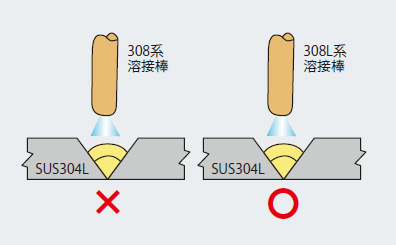
SUS304Lの“L” は、ステンレス鋼の炭素含有量をとくに低く抑えていることを意味しています。低炭素とすることで、粒界腐食に強くなっています。
そのため、SUS304Lに使用する溶接材料も、鋼材に合わせ低炭素系のものを使用しなければなりません。つまり、308L系を使用するのが正解です。
*粒界腐食については、溶接ご法度集-26 ご法度(119)で解説しています。