 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。溶接ご法度集-4 溶接施工/施工管理編(2)
溶接施工に関わる「ご法度」の第2弾です。
ご法度⑬
溶接線を1か所に集中させるのはご法度!
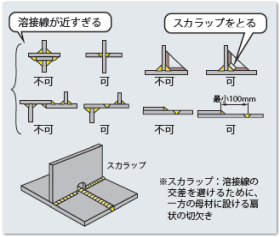
溶接を行うことにより、その部分に熱影響部ができたり、複雑な残有応力が残ったり、形状的・強度的な不連続部ができたりします。
そのような部分が1か所に集中すると、これらの現象が重なり合い、構造物の信頼性を損なうことになります。右図をご参照ください。
ご法度⑭
溶接部にかかるモーメントの方向を無視するのはご法度!
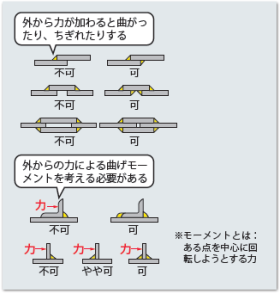
溶接部にモーメントがかかるような場合、その力の方向を考えて溶接部を決めて下さい。できれば、溶接部2か所で力を受けるような設計が必要です。
右図をご参照ください。
ご法度⑮
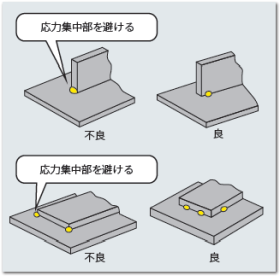
応力集中のかかる場所へ溶接部を持ってくるのはご法度!
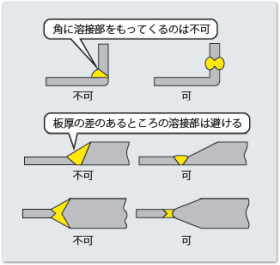
コーナー部や板厚の異なる大きな段差の継手には、応力集中が発生します。応力集中がおこると小さな力でも構造物が破壊されることがあります。板厚の異なる継手の場合には、右図のように厚い側にテーパーを取って溶接して、応力集中部がでないようにしましょう。
ご法度⑯
溶接熱による「ひずみ」を忘れるのはご法度!
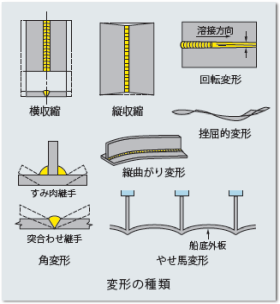
溶接熱によるひずみは鋼の膨張・収縮によって起こるものです。ある意味、避けることができません。したがって、製作中にひずみが起きない工夫をして、溶接しなければなりません。
「逆ひずみを取る」「力ずくで抑え込む」「溶接の順序を変える」など、色々な方法を用いて、ひずみが発生しないようにします。
ぼうだより 技術がいどライブラリ
用語解説
http://boudayori-gijutsugaido.com/gaido/catalog/word/#target/page_no=1
・線状加熱と点状加熱(お灸)
・溶接ひずみ
溶接110番・レスキュー隊119番
http://boudayori-gijutsugaido.com/gaido/catalog/110/#target/page_no=1
・アルミニウムの溶接ひずみ
ご法度⑰
タック溶接(仮付け溶接)で手を抜くのはご法度!
タック(仮付け)溶接は軽視されがちですが、非常に重要な作業です。注意点としては、
・本溶接と同じ技量の溶接者が行う
・本溶接と同じ予熱温度で溶接する
・タック溶接部は裏はつりで完全に除去する
・タック間隔は板厚の15~30倍程度とする
・応力集中部は避ける
などがあります。
ぼうだより 技術がいどライブラリ
溶接110番・レスキュー隊119番
http://boudayori-gijutsugaido.com/gaido/catalog/110/#target/page_no=1
・仮付け溶接作業における留意点
ご法度⑱
一つの溶接法にこだわるのはご法度!
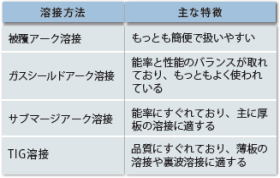
主な溶接法の種類は、右に示す4つが挙げられます。どの溶接法を適用するかは、構造物の種類、鋼種、板厚、保有設備、溶接者の技量などを考慮して選択します。最終的には、品質と能率のバランスをどうとるかにかかっています。
ぼうだより 技術がいどバックナンバー
http://boudayori-gijutsugaido.com/back_number/
iPhone/iPad、Android用デジタルカタログ
<専用ビューアが必要です>
スマートフォン、タブレットの方は、専用ビューアをダウンロードしてから閲覧ください。

