ハイエンド溶接機

ーKOBELCO 書房ー
東北地区
東海地区
2年ぶりに藤沢の地で開催
 当サイトにつきましては、
当サイトにつきましては、溶接ご法度集-20 各種溶接材料編(3)
セルフシールドアーク溶接 その1
今回から溶接材料に関わるご法度「セルフシールドアーク溶接」です。
セルフシールドアーク溶接とは、半自動溶接・ガスシールド溶接と同様に溶接ワイヤを自動送給させて溶接する溶接法で、シールドガスを使用せず溶接が可能です。被覆アーク溶接のように、金属外皮(フープ)に包まれたフラックスがアーク熱に反応し、シールドガスを発生させ溶接を行います。「ノーガス」「ノンガス」とも呼ばれ、主に建築・土木での鋼管杭の現場溶接で多用されています。
神戸製鋼所のセルフシールドアークは、主に交流で使用するOW系と、直流DC(-)で使用するOW-S系があります。OWはOpen Weld(オープンウェルド)の頭文字をとったものです。銘柄の一覧と用途は下表でご確認ください。
| 特長、用途、継手の種類 | 極性 | 溶接姿勢 | じん性 | |
|---|---|---|---|---|
| [F]OW-56A | 高能率 中板 突合せ・すみ肉 |
AC、 DC(+) |
 |
≧27J (+20℃) |
| [F]OW-56B | JIS A 7201 (遠心力コンクリートくいの施工標準)の要求に適合 中板 突合せ・すみ肉 |
AC、 DC(+) |
|
≧27J (0℃) |
| [F]OW-S50H | 横向作業性重視 中板 突合せ・すみ肉 |
DC(-) |  |
≧27J (+20℃) |
| [F]OW-S50T | 低電流での作業性重視 薄板 突合せ・すみ肉・重ね |
DC(-) |  |
要求しない |
| [F]OW-1Z | 亜鉛めっき鋼板、薄板 突合せ・すみ肉・重ね |
DC(-) | |
要求しない |
*各銘柄の詳細は、神鋼溶接総合カタログ(赤カタ)、ウェブサイト掲載のパンフレット、もしくは神戸製鋼所までお問合せ下さい。
風速10m/s程度までは防風対策が不要で屋外での現場溶接に最適な溶接法ですが、ガスシールド溶接・半自動溶接とは異なる、溶接でのご法度を今回から説明します。
※本文中の溶接110番・119番および用語解説バックナンバーは、以下URLよりお入りください。
ぼうだより 技術がいどライブラリー https://www.boudayori-gijutsugaido.com/library/
ご法度(91)
10m/sec以上の風の中で溶接するのはご法度!
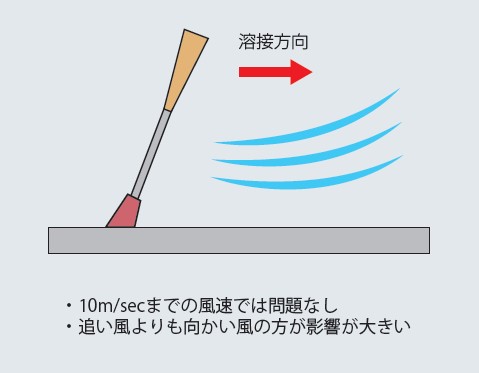
溶接のアークは、フラックスが分解して発生するガスや炭酸ガスなどによって、空気中の酸素や窒素が入らないよう守っています。これを「シールド」といいます。
風がアークにあたると、当然このシールドは破れます。酸素や窒素が溶接金属に混入し、ピットやブローホールの原因となります。
風速何メートルでこのシールドが破れるかは、溶接法によって異なりますが、セルフシールドアーク溶接は比較的風に強い溶接法といえます。
ご法度(92)
換気が悪く、狭い場所で溶接するのはご法度!
セルフシールドアーク溶接は、溶接の中でもっともヒューム(溶接の際に発生する「煙」)が多い溶接法です。従って、十分な換気を行うなど、作業環境に配慮が必要です。ヒュームを吸い過ぎると、健康を害するおそれがあります。
こうした点からも、セルフシールドアーク溶接法は屋外で使用されることが多いです。
ご法度(93)
ガスシールドアーク溶接(マグ溶接)と同じ突出し長さで溶接するのはご法度!
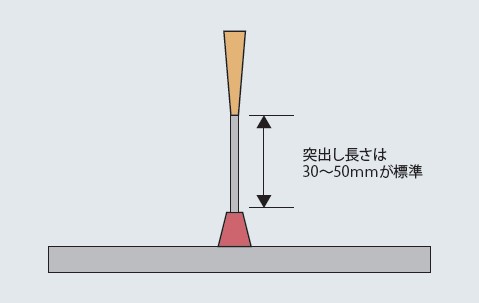
突出し長さとは、電気を供給するチップの先端からアークまでの距離のことを指します。この距離=突出し長さは、溶接に微妙に影響します。そのため、溶接法によって適正な長さが異なります。
セルフシールド溶接の場合は、マグ溶接より長めにします。3.2mm径のワイヤで30 ~ 50mm程度が適正です。
ご法度(94)
ガスシールドアーク溶接(マグ溶接)と同じ溶込みがあると考えるのはご法度!
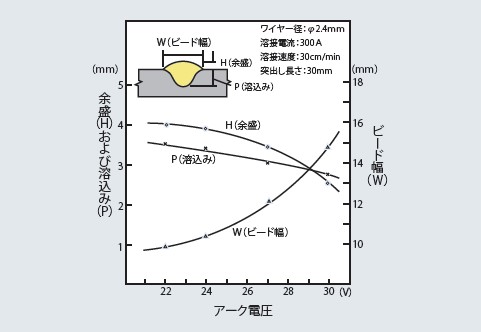
セルフシールドアーク溶接はアーク音が勇ましいため、溶込みが深いと思われがちです。しかし、実際はそうでもありません。
したがって、ガスシールドアーク溶接に適用される開先形状より、ルート間隔を広く、ルート面を狭くした方がよいでしょう。
ご法度(95)
スラグを取らずに溶接するのはご法度!

セルフシールドアーク溶接は、スラグ発生量が比較的多い溶接法です。
また、セルフシールドアーク溶接はアーク音が勇ましいため、つい横向溶接などでスラグを取らず溶接することがあります。
しかし、スラグを取らずに溶接すると溶込みが浅くなり、スラグ巻込みなどの欠陥も多くなります。
| ※文中の商標を下記のように短縮表記しております。 FAMILIARC™→ [F] |