第2回『かち上げ・盛り上げ』
同時開催 北陸高校生溶接コンクール藤沢開催
2023年神奈川県溶接技術コンクール報告
 当サイトにつきましては、
当サイトにつきましては、建築鉄骨における溶接継手の超音波探傷試験
1. 超音波探傷試験とは
溶接継手は、構造物に要求される性能を満たすかどうかを、さまざまな試験によって確認されます。溶接継手の性能確認試験は、試験において継手を変形させる破壊試験と、継手を変形させない非破壊試験の大きく2つに分かれます。非破壊試験の1つである超音波探傷試験(以下、UT試験)は、継手の内部に発生した溶接不完全部(欠陥)を確認します。
本項では、建築鉄骨における溶接継手(突合せ継手やT継手)に対する、UT試験での検査方法と評価方法[1]について解説します。
2. 検査方法
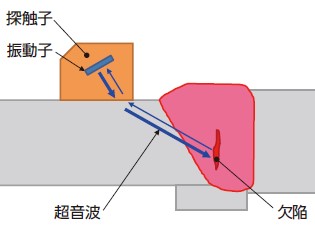
UT検査は、超音波の波形(パルス波と連続波)、超音波の伝搬方向(垂直探傷法と斜角探傷法)、探触子の数(一探触子法と二探触子法)など、さまざまな方法に分類されます[2]。建築鉄骨における溶接継手の場合は、特別な指定がなければ、パルス波を用いた「斜角一探触子法」が使用されます(図1)。
検査の前に、標準試験片または対比試験片を使用し、入射角や測定範囲、超音波の伝搬時間などを調整します。
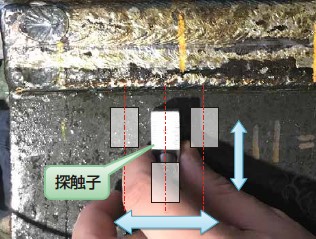
検査ではまず、探触子を探傷面に接触させながら前後左右に動かし、継手を走査します(図2) [2]。
そして、探傷器に表示されたエコーの高さを確認します。
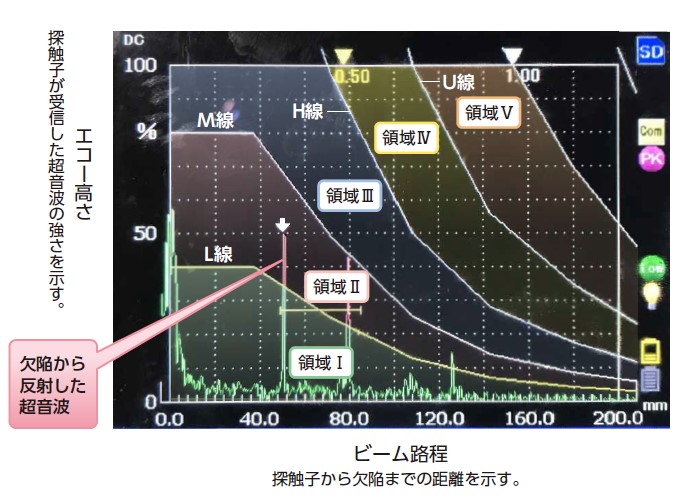
探傷器は、探触子が受信した超音波エコーを、画面にグラフとして表示します(図3)。グラフは検出レベルを示す4つのエコー高さ区分線により、5つの領域に分かれます。
3. 評価方法と合否判定[1]
欠陥から反射したエコーの高さが図3のL線を超えており、なおかつこの時の溶接線方向の走査長さが、継手の板厚ごとに区分されたある値を超えている場合、その欠陥は合否判定の対象となります。この時の走査長さを「欠陥指示長さ」と呼びます。
合否判定では、溶接線上にある1つの欠陥に対して、その欠陥指示長さをそのまま「欠陥評価長さ」とします。ただし、その欠陥評価長さが短い場合でも複数の欠陥を1つの欠陥とみなし、そのみなし欠陥の長さを評価長さとする場合があります。それは、2つの欠陥どうしの、溶接継手の断面における上下、左右の距離が一定値以内であり、次の(1)(2)に該当する場合です。
(1)2つの欠陥どうしが溶接線方向で重なっている場合。この時の欠陥評価長さは、2つの欠陥の指示長さの和になります。
(2)2つの欠陥どうしが溶接線方向で離れており「欠陥どうしの隙間長さ」<「長い方の欠陥の指示長さ」である場合。この時の欠陥評価長さは、2つの欠陥の指示長さと隙間長さの総和になります。
そして、最も欠陥が密集する溶接線300mmの範囲(溶接線が300mm未満の場合は全長)である「単位溶接線」の範囲内で、「1つの欠陥の評価長さ」または「すべての欠陥の評価長さの総和」が、エコー高さの領域ごとに区分された境界値以上ある場合は、その単位溶接線はUT試験において不合格となります。
4. おわりに
建築鉄骨は私たちの暮らしや社会活動を支えるものであり、その溶接継手の破損、倒壊を防ぐための性能確認手段の1つとして、UT試験について紹介しました。当社は建築鉄骨を含む、さまざまな構造物を溶接するための自動化システムを提供していくことで、皆様の暮らしや社会活動に貢献できるよう尽力してまいります。
〈参考文献〉
[1]「鋼構造建築溶接部の超音波探傷検査規準・同解説」 第4版 日本建築学会 p88-93
[2]「非破壊検査技術シリーズ 超音波探傷試験Ⅱ」 2000年版第9刷 日本非破壊検査協会 p65-95