 当サイトにつきましては、
当サイトにつきましては、溶接ご法度集-31 各種母材におけるご法度(3)
アルミニウム編
今回はアルミニウム編、ご法度集の最終回となります。
アルミニウム合金は、軽い、強い、耐食性が良いなどの特長から、自動車・鉄道車両、建築、容器、電機などさまざまな分野で使用されています。特に、CO2排出量削減や燃費向上のため、自動車の車体軽量化にアルミニウム合金の適用が進んでいることはみなさまもよくご存じのことと思います。
アルミニウム合金のアーク溶接では、ミグ溶接とティグ溶接が広く用いられています。溶加材はJIS Z 3232に定められており、溶接する対象の母材により分類されます。詳細は神鋼溶接総合カタログでご確認ください。
アルミニウム合金の溶接は炭素鋼に比べ溶接欠陥、特に気孔欠陥が非常に発生しやすいため、溶接施工管理が極めて重要になります。本編で紹介するご法度もほとんどがブローホール対策にかかわるものです。
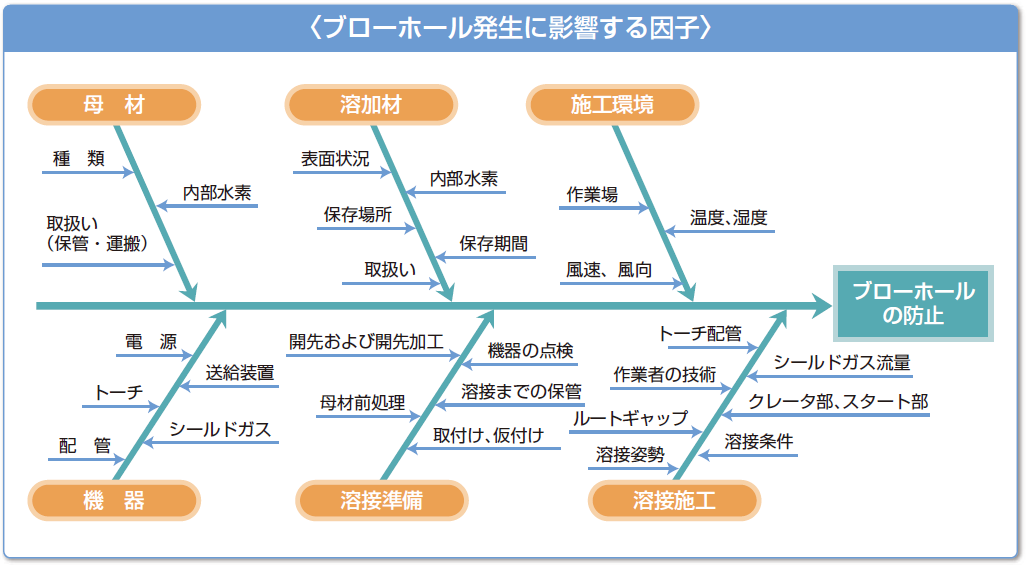
ご法度(137)
母材の前処理をなしに溶接するのはご法度!
アルムニウム合金の溶接はとてもデリケートで、母材のちょっとの汚れがブローホールの原因となります。
そのため、以下の前処理のいずれかを、できるだけ溶接の直前に実施する必要があります。
- 有機溶剤(アセトンなど)で表面の油分を除く
- 機械的研磨(ステンレス製ワイヤブラシなど)で表面の酸化皮膜を除去する
(通常は上記2つを併用して行います) - 水酸化ナトリウムや50%硝酸で表面の酸化皮膜を除去する
ご法度(138)
溶接材料を放置するのはご法度!
溶接材料に少し汚れが付いただけでもブローホールの原因となります。
溶接材料の保管には最新の注意をはらう必要があります。
【保管時の注意点】
- 乾燥した場所に保管する
- 残った材料はポリエチレン袋に保管する
- 素手や油のついた手袋で触れないようにする
- アルカリに弱いため、セメントの土間には直接置かない
ご法度(139)
湿気やホコリの多い環境で溶接するのはご法度!
作業環境も気孔欠陥発生に大きな影響を与えます。
溶接前・溶接時には以下をご確認ください。
- 風 :0.5 ~1.0m/秒の、微風でも影響がでます
- 湿度:相対湿度が85%を超えるとブローホールが急増します
- ホコリ:母材、溶接材料に付着するとブローホールの原因となります
ご法度(140)
シールドガスホースでゴム材質のものを使うのはご法度!
シールドガスを供給するホースにゴム材質のものを適用すると、菅壁を通じ吸湿し、ホース内面に付着した水分がなかなか除去できません。そこで、硬質テフロン製やステンレス製のホースを使用します。
また、作業前に3~5ℓ/min程度シールドガス(Ar)を15分間流して、内面に付着した水分を飛ばしてください。(プリフロー)
ご法度(141)
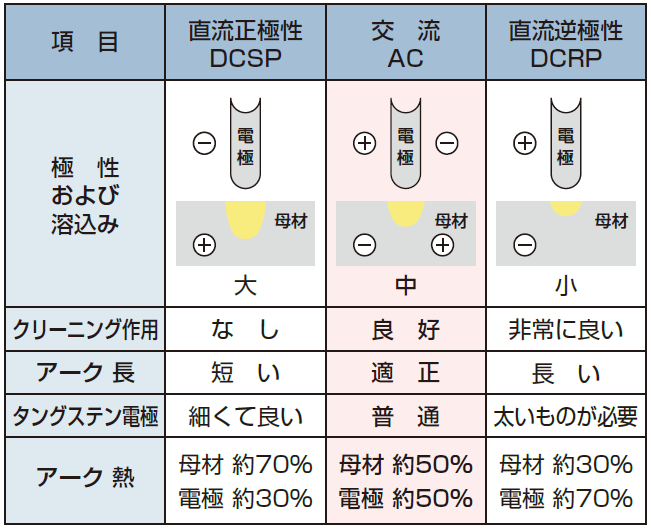
ティグ溶接に直流電源を使用するのはご法度!
アルミニウム合金のティグ溶接では、交流電源を使用します。直流電源ではワイヤプラス、ワイヤマイナスでもそれぞれ長所・短所があるため、その中間を取り、交流を用います。
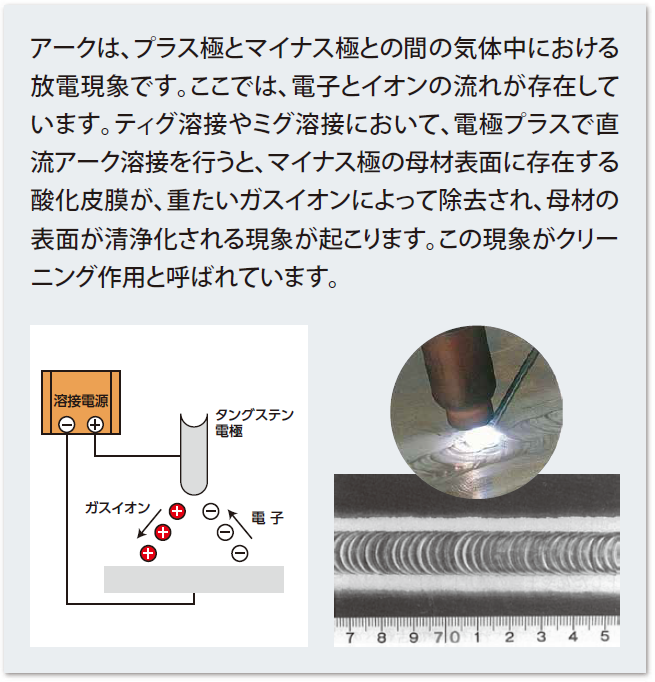
アルミニウムのティグ溶接では、溶接時に発生する酸化膜を除去するクリーニング作用が重要となります。交流では、溶込み・クリーニング作用・電極の消耗などのバランスの取れた溶接ができます。
ティグ溶接 極性による違い
クリーニング作用
コベルコ溶接テクノでは自動車向けを中心にアルミニウム合金のアーク・レーザ・抵抗スポット溶接での接合試験・評価を行っております。 試したいこと、試験のご希望があれば、お気軽にお問合せください。
https://www.kobelco-kwts.co.jp/automobile-solution/
※本文中の溶接110番・119番および用語解説バックナンバーは、以下URLよりお入りください。
ぼうだより 技術がいどライブラリー https://www.boudayori-gijutsugaido.com/library/