 当サイトにつきましては、
当サイトにつきましては、営業部ニュース
新人営業マンのための溶接基礎講座
第5回 『ノロ・カス』
第5回目は、「ノロ・カス」の解説をいたします。溶接を行っていると現場では、「ノロ」とか「カス」とかよく耳にするかと思います。溶接現場では「この棒はノロが取れやすい」や「このワイヤはノロがかみやすい(溶接時に不純物が溶接金属内に留まることで欠陥になりやすい)」のように使われています。端的に言うと「ノロ」とか「カス」とは「スラグ(slag)」のことです。「ノロ」の由縁は諸説ありますが、製鉄所での製鉄における鉄滓(てっさい)(鉱石から鉄を精錬する際に溶けて分離した、鉄以外の鉱石の成分)からきていると言われています。アーク溶接におけるスラグ(slag)の説明をしますと、溶接後の溶接金属の組織において、元素と結合し非金属介在物として残留してしまうと機械的性質に悪影響を及ぼしてしまいます。非金属介在物の溶接金属への残留を抑えることができれば、機械的性能が保たれます。1つの方策として不純物(酸素)を脱酸作用により排除させます。溶接でシールドガスや被覆剤から発生したCO₂はアーク熱で分解され、生成した酸素と溶融金属とで化学反応を起こしますが、この時余った酸素を除去するために、溶接材料には酸素と結びつきやすいSi、Mnなどの脱酸剤が含まれており、それが化学反応し溶融金属中の酸素を取り込むとSiO₂やMnOの結合でスラグが形成され、溶融金属中の余分な酸素が取り除かれる仕組みになっています。スラグは酸化物が主であり、溶融金属中の不純物(酸素)を除去する目的ですが、併せて溶接金属表面を大気中の酸素や窒素が溶融金属中に入らないように覆ったり、ビード外観を綺麗に整えるために、被覆アーク溶接棒やフラックス入りワイヤでは、成分添加をしています。溶接後にスラグを除去しなければならないので、厄介者扱いされますが、スラグの重要なポイントを3つ下記に記載いたします。
上記1~3のポイントに対応する溶接材料
① 被覆アーク溶接棒
B-33
JIS Z 3211 E4313/AWS A5.1 E6013 相当
一般機械、軽量鉄骨の薄板、軽構造物の溶接および化粧盛りが可能な溶接棒。下向および水平すみ肉溶接で特に作業性が良く、スパッタも少なくスラグ被り、はく離が良好です。また溶込みは浅く、光沢ある美しいビードが得られ、外観を重視する溶接に適します。特に太径の棒は、化粧盛溶接に最適です。
② フラックス入りワイヤ
DW-Z100(DW-100)
JIS Z 3312 G 49 A 0 C 12
造船、橋梁、建築鉄骨などの各業種で突合せおよびすみ肉溶接用フラックス入りワイヤ。ソフトなアークで安定性も良好、スパッタが少なく、ビード外観・形状やスラグはく離が良好など、バランスの良い優れた溶接作業性が特長です。全姿勢で高電流(例:230~250A)を使えるので、姿勢が混在する環境で高能率な溶接施工に寄与します。 DW-Z100は DW-100に比べてヒューム発生量が約30%、スパッタ発生量が約35%減少しています。
DW-50BF
JIS Z 3313 T 49 J 0 T1-0 C A-U
一般的なフラックス入りワイヤの水平すみ肉溶接では、1パスでの最大脚長は7~8mm程度が限界であり、それ以上を求めるとアンダカットやオーバラップを招きやすくなります。しかし、 DW-50BFは1パスで最大10mm程度の脚長、波目の揃った光沢のあるビードが得られ、スラグはく離性は、自然はく離に近くきわめて優れています。
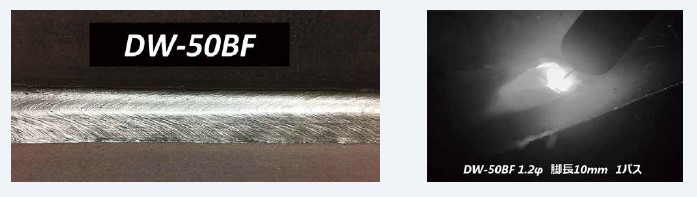
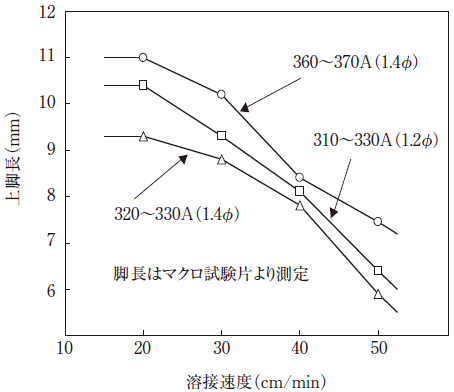
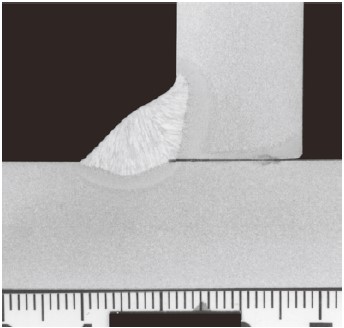
[溶接条件:360~370A-38~39V-30cm/min, 脚長:11mm]
DW-100V
JIS Z 3313 T 49J 0 T1-1 C A-U / AWS A5.20 E71T-1C
造船、橋梁、建築鉄骨などの各業種で突合せおよびすみ肉溶接用フ ラックス入りワイヤ。特に立向上進溶接において高電流(例:250 ~300A)、高速溶接を可能にしたフラックス入りワイヤです。従来 のワイヤに比較して立向上進溶接で優れたビード外観と形状が得 られ半自動溶接やロボットとの組合せなどで立向溶接の高能率化 が図れます。
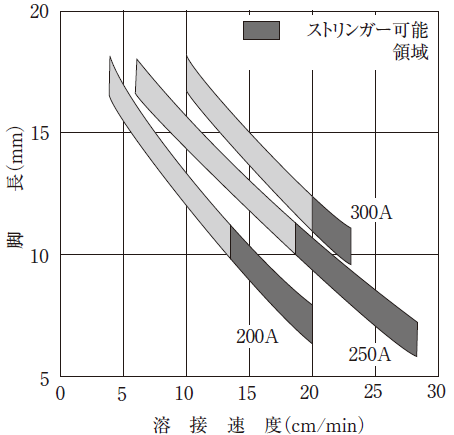
(ストリンガーとはウイービングをしないストレートなトーチ操作のことです)
| ※文中の商標を下記のように短縮表記しております。 FAMILIARC™→ [F] |