楽芸工房 伝統工芸士 村田 紘平さん
東北営業所
第12 回『鋳鉄と鋳鋼の溶接について』
溶子、搭載
 当サイトにつきましては、
当サイトにつきましては、営業部ニュース
新人営業マンのための溶接基礎講座
第12回 『鋳鉄と鋳鋼の溶接について』
第12回目は、「鋳鉄と鋳鋼の溶接」について解説をいたします。
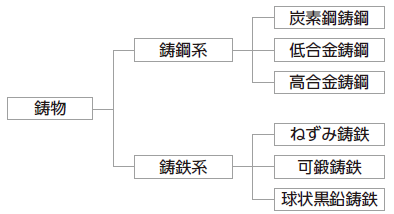
鋳物の溶接についてよく技術相談を受けます。しかしながら材料の化学成分について意識されているユーザの方は少ないようです。図1に示すように鋳造、すなわち材料を鋳型に鋳込んで作製したものが鋳物ですので多くの種類があります。一般に鋳物と言えば鋳鉄を指すことが多いようですが、鉄系の鋳物では鋳鋼も広く使われています。そこで、鋳鉄と鋳鋼の性質および溶接について説明していきます。
1. 鋳鉄と鋳鋼の性質
1-1. 鋳鉄とは
鋳鉄とは鉄(Fe)に炭素(C)を約2%以上含んだ合金のことです。一般的にはC:1.5~4.0%、Si:0.5~4.0%、Mn:0.3~2.0% を含有しており、目的に応じてニッケル(Ni)、クロム(Cr)などを添加したものもあります。鋼のC量が2%以上になると融点が1100~1200℃と軟鋼(融点:1350~1400℃)に比べて低下し、鋼の湯流れ性が鋳型に良くなじむものとなります。
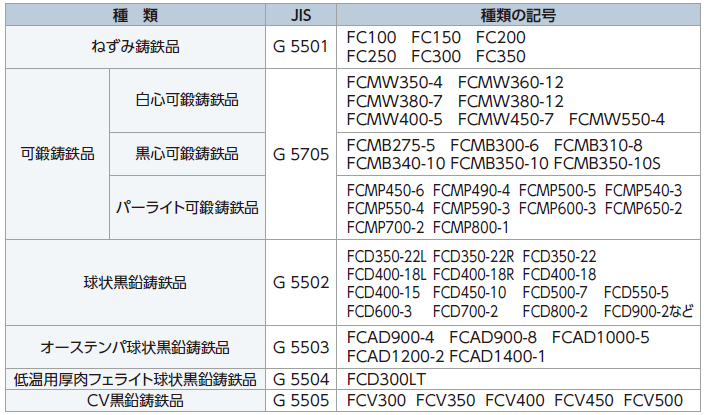
表1に、鋳鉄の種類を示します。
1-2. 鋳鋼とは
鋳鋼系の鋳物は圧延鋼板や鍛鋼品とほぼ同様な化学組成となっています。鋳鉄に比べ強さや粘さの点で格段に優れている上に溶接性も比較的良好であり、製鉄、船舶、鉄道車両、重電機械、土木建設機械、および建築鉄骨などの部品として広く利用されています。
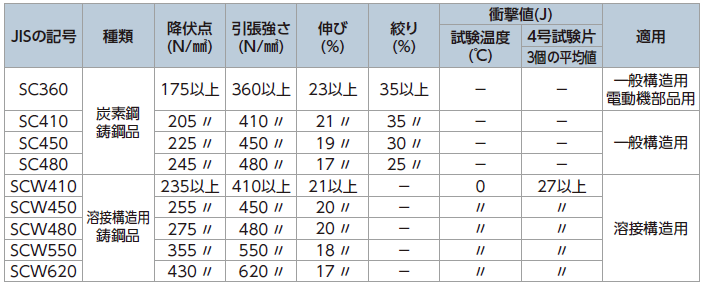
表2に炭素鋼鋳鋼品の種類を示します。この他に「ステンレス鋼鋳鋼品」「耐熱鋼鋳鋼品」「高マンガン鋼鋳鋼品」「高温高圧用鋳鋼品」「低温高圧用鋳鋼品」などがあります。
2. 溶接性について
2-1. 鋳鉄
鋳鉄は鋼に比べ炭素量が多く、そのため溶接部に割れなどの欠陥が発生しやすい傾向にあります。鋳鉄は溶融状態から急冷すると白銑化(鉄の組織中の炭素がセメンタイトとして析出する)し、硬くて脆い上に鋳鉄素地と熱膨張係数が著しく異なるため、溶接による加熱、凝固、収縮の際に残留応力が生じ、延性の劣る部分から割れが生じやすくなります。また、COガスが発生するため、溶接金属中にブローホールの欠陥も発生しやすくなります。さらに、機械部品などに使用中のものは引け巣などの鋳造欠陥部に油の侵入があるため、母材のなじみ不足や融合不良が発生する場合もあります。
2-2. 鋳鋼
鋳鋼の溶接は、一般圧延鋼板とほぼ同様の施工要領で行われます。通常、炭素量が0.3%未満で不純物が少なく偏析のないものであれば、良好な溶接性を示します。ただし、炭素量が0.3%以上や、リン(P)、硫黄(S)などの不純物元素を多く含む場合には、溶接部の硬化、割れなどの欠陥を生じることがありますので注意が必要です。また、鋳鋼は形状が複雑で、板厚の厚い製品が多いので、施工に際しては鋼材の炭素当量や板厚により、予熱・後熱などを考慮する必要もあります。
3. 溶接材料について
3-1. 鋳鉄用溶接材料
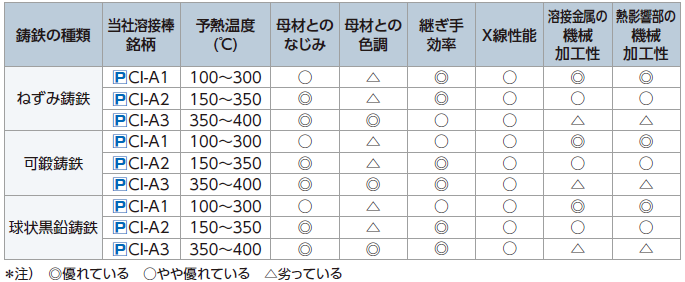
溶接棒の選定と、予熱温度を表3に示します。溶接材料にはそれぞれ特徴がありますので、使い分けが必要です。当社のラインナップ3銘柄について、簡単に特長を述べます。
- [P]CI-A1(Ni系)
- 溶接金属組成はNiが主体です。母材から溶接金属へのC拡散が起こらず、融合部のC減少による白銑化現象を最小にします。融合部の硬化上昇が少ないため耐割れ性も良好であり、機械加工も可能です。
- [P]CI-A2(Ni-Fe系)
- Niを約55%含有し、純Ni系より線膨張係数が小さく溶接熱収縮応力の発生が少ないため耐割れ性が良好です。普通鋳鉄はもとより、溶接金属の強度が高いので球状黒鉛鋳鉄の溶接に適しています。
- [P]CI-A3(Fe系)
- 純Fe線を用いた低水素系棒で、小さな欠陥の補修に用います。母材へのなじみは良好で、硬化性は軟鋼棒より小さいですがNi系よりはやや大きく、主に機械加工不要部に用います。
3-2. 炭素鋼鋳鋼用溶接材料
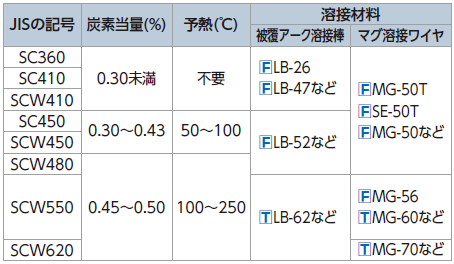
鋳鋼の溶接材料は圧延鋼材や鍛鋼品と同じ溶接材料を使用します。表4に、炭素鋼鋳鋼品の炭素当量をもとにした予熱温度と溶接材料選定の一例を示します。
4. 溶接施工要領
4-1. 鋳鉄の場合
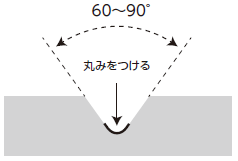
溶接は鋳造欠陥や使用中の破損などの補修に限定されます。補修に際しては、開先角度は図2のように一般鋼材の場合より広く(60~90°)とり、底部はなじみを良くするために丸み(R)をつけて加工してください。加工の際は熱を伴うエアアークガウジングは避け、機械加工やグラインダなどで加工します。機械部品などの補修の場合は欠陥部に油などが浸透している場合があるので、バーナーなどにより400℃程度で加熱除去します。
溶接に際しては適度な予熱(表3参照)を実施します。運棒方法は過大な熱影響部を生じさせないためにストレートかセミウィービングにとどめ、連続溶接は避けます。溶接ビードの長さは50mm以内とし、すぐさま溶接金属の剥離や割れを防ぐための熱間ピーニング(溶接部の歪と残留応力の軽減処置)を行います。
4-2. 鋳鋼の場合
鋳鋼の溶接施工要領は基本的に圧延鋼材や鍛鋼品と同様ですが、鍛鋼品は一般的に複雑な形状が多く、厚板であることが特徴です。溶接に際しては鋼材の炭素当量や板厚によって予熱・パス間温度ならびに溶接後熱処理、溶接材料などを考慮する必要があります。鋼材の炭素当量と板厚を考慮した予熱温度の目安や溶接材料の要点は、神鋼溶接総合カタログ(赤カタ)に記載しておりますので参考にしてください。
以上、鋳鉄と鋳鋼について述べましたが、特に鋳鉄の補修溶接に際しては施工要領をしっかり理解して行う必要があります。ご不明な点がありましたら、当社までお問い合わせください。
| ※文中の商標を下記のように短縮表記しております。 FAMILIARC™→ [F] PREMIARC™→ [P] TRUSTARC™→ [T] |