四国地区
第10回『SN鋼の溶接材料について』
陶芸家 生駒 啓子さん
 当サイトにつきましては、
当サイトにつきましては、バックシールド
1.はじめに
バックシールドとは、主に突合せ片側溶接継手の裏波溶接時に、裏面からガスを当てて裏波ビードを酸化から保護することをいいます。この方法やガスの呼び名は規格や法規により「バックシールドガス」「バッキングガス」「ガスバッキング」「バックパージガス」「裏当てガス」「裏ガス」「裏面からのガス保護」などさまざまありますが、ここでは日本国内で一般的に使用されている「バックシールド」と呼称します。
2.バックシールドの目的
鉄鋼材料の溶接では、特にクロムモリブデン鋼やステンレス鋼などのCr含有量の多い鋼材を裏波溶接する場合、バックシールドを適用しないと裏波ビードが酸化し、凹凸が激しくなるなど裏波ビード形状不良が発生しやすくなります。また、Ⅹ線透過試験で不合格となることもあります。そのため、これらの鋼材の裏波溶接時にはバックシールドが適用されます。
3.バックシールドの方法
酸化防止が目的ですので、バックシールドガスには不活性ガス、特にアルゴンガスが一般的に使用されます。一方で、アルゴンガスより安価であり、かつ化学的安定性に比較的優れる窒素ガスの活用事例も見られます。ただし、窒素ガスはチタンやアルミなど一部の材料で使用できないことがあるので、十分な検討が必要です。
バックシールドの方法は溶接継手の形状により異なりますが、板材では箱形の治具を用いる方法、管の溶接では溶接部の両端を封止してガスを流す方法が一般的に使用されます。封止するための治具は自作されることも多いですが、市販もされており、バルーンタイプや水溶性の紙などのタイプがあります(図1)。これらの治具を用いる場合は、予熱時や溶接時の熱の影響で治具が損傷しないように、開先からある程度の距離を確保して設置する必要があります。



十分にバックシールドの効果を得るためには、裏面の酸素濃度の管理が重要です。特に管の溶接時は、管内部の空気がバックシールドガスで十分置換されたことを確認しなければなりません。確認方法としては、シールド箇所の体積とガスの流量から置換に必要な時間を算出する、酸素濃度計を使用する、開先面に薄いステンレスの板を置き溶接して裏の酸化具合を見る、などの手法が挙げられます。
酸素濃度が十分に下がったら(置換できたら)、酸素濃度が上がらない程度にバックシールドガス流量を下げて溶接を開始します。管溶接の場合、終端部(封止部)はガスの吹き上げによる溶接不良が発生しやすいため、一度ガスを止める必要があります。2層目以降も初層で形成した裏波ビードに達した熱で酸化することがあるので、裏波ビードに影響がないと思われるビード高さになるまでシールドを続けます。
このように、バックシールドを使用した裏波溶接では治具の選定・設置や酸素濃度の管理など、考慮すべき事項が多くあります。特に大径管の場合は使用するガスの量が膨大になりコストが掛かる上に、誤ってシールドガスが残留している箇所に人が立ち入った際に酸欠による事故のリスクも考えられ、安全面での対策も考える必要があります。
4.バックシールドの省略手法
神戸製鋼所では、従来裏波ビードの酸化防止のためバックシールドが必要であったクロムモリブデン鋼やステンレス鋼に対し、バックシールドを適用しなくても健全な裏波溶接が可能であるティグ溶接材料をラインナップしています(表1, 図2)。また、裏波ビードは酸化しにくいものの、従来材では裏波ビード形状が不安定になりやすいためバックシールドを推奨していた一部の低温用鋼用ティグ溶接材料でも、化学成分の最適化によりバックシールドを省略できるタイプの製品を新たに開発しています。
表1 バックシールド省略施工用ティグ溶接材料
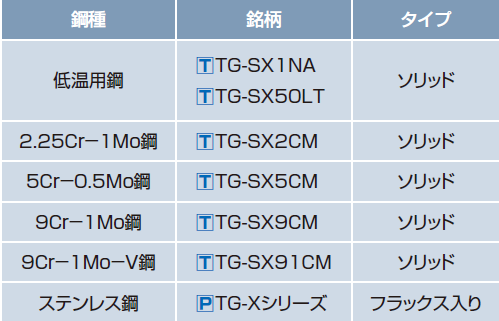
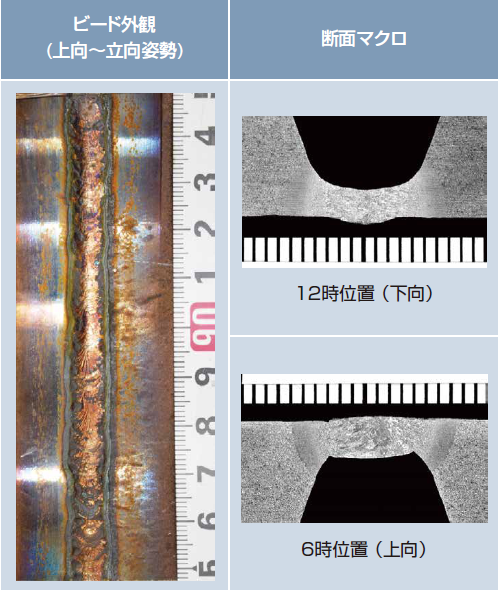
図2 [T]TG-SX91CMの水平固定管の裏波ビード外観および断面マクロ一例 (母材: 火STPA28)
ソリッドタイプのバックシールド省略施工については、2024年1月号の「ぼうだより技術がいど」に詳細を記載していますので、併せてご参照ください。
技術レポート (Vol.65 2024-1)
「高クロム鋼用バックシールド省略施工」
https://www.boudayori-gijutsugaido.com/gaido/catalog/techreport/#target/page_no=716
| ※文中の商標を下記のように短縮表記しております。 TRUSTARC™→ [T] PREMIARC™→ [P] |