~創立70周年~ 社員への思いは一層強く、
さらなる自動化と安全を追求していく
第11回『 自動車用亜鉛めっき鋼板の溶接について』
naeclose 代表・デザイナー 西 紗苗さん
学生フォーミュラ日本大会2025に出展
 当サイトにつきましては、
当サイトにつきましては、セルフシールドアーク溶接における溶接条件の注意点について
1. はじめに
当社の研修センターでは、一般社団法人日本溶接協会が実施する「溶接技能者評価試験」(以下、JIS検定と呼ぶ)合格に向けた一般向けの研修および受験コースを実施しています。講師は神戸製鋼所溶接事業部門での製品開発や技術サービス、試験・調査で培った豊富な溶接への知見を持ち、さまざまな溶接の学科・実技指導や充実した訓練環境で検定まで行えることから、合格率は90%以上と多数の合格者を輩出しています。しかしながら、「セルフシールドアーク溶接」は他の種目と比較して受験者が少ないうえに電源の特性が特殊なこともあり、合格率が低い傾向にあります。JIS検定の実技試験では外観試験、曲げ試験の結果により合否判定されますが、種目の種類や難易度により合格率は異なります。セルフシールドアーク溶接は主に鋼管杭の現場円周溶接で用いられることから、横向姿勢の溶接で多用されています。そのため、JIS検定では基本級の下向(SS-2F、SS-3F)と専門級の横向(SS-2H、SS-3H)を取得されているようです。
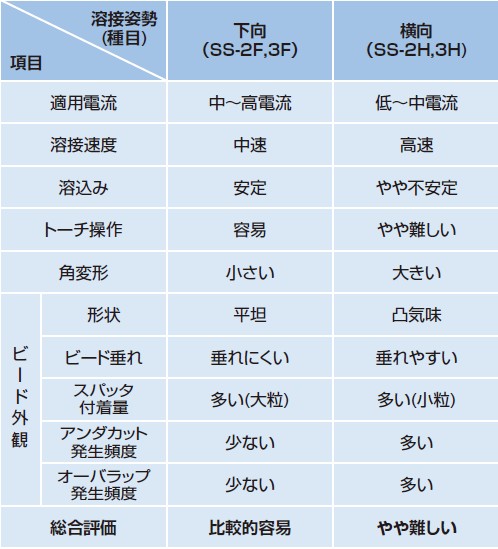
セルフシールドアーク溶接は、スラグ量が多いため仕上がり後のビードは滑らかで外観は問題ないと思われがちですが、初層の溶込み不良やブローホールなどの欠陥が原因で不合格となることが多く、特に横向は合格率が低い傾向です(表1)。そこで、本稿では実際にどのような施工条件で欠陥が発生するのかを探り、JIS検定の横向初層を例に注意事項について解説します。
表1 セルフシールドアーク溶接 溶接姿勢(溶接技能者評価試験種目)の違いによる比較
2. JIS検定に使用する溶接材料
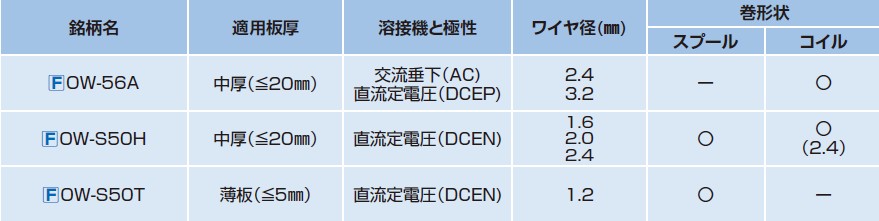
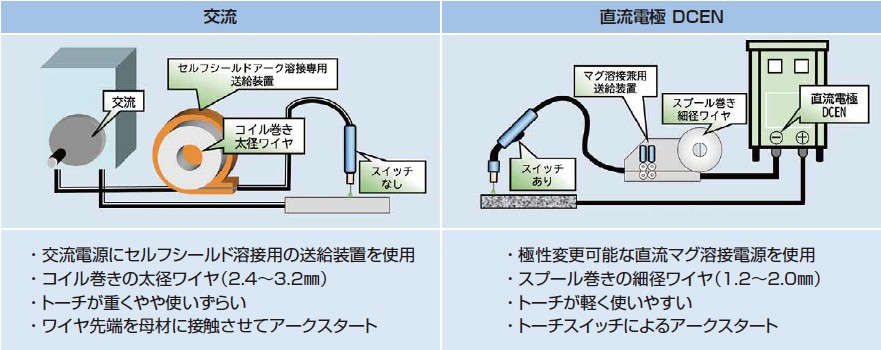
セルフシールドアーク溶接はシールドガスを流さず、ワイヤに内包されたフラックスがアーク発熱によって溶融分解することでシールドガスとなり、溶融金属を大気(空気)から保護します。シールドガスを使用しないことから以前は「ノーガス」や「ノンガス」などとも呼ばれていました。神戸製鋼所のセルフシールドアーク溶接材料は、Open Weld(オープンウェルド)の頭文字をとったものをOWと銘柄にしています。主に交流で使用するOW系と、直流(DCEN)で使用するOW-S系があり、代表銘柄の種類について示します(表2)。また、最近では直流定電圧特性の溶接機(極性切替の可能なマグ溶接機)と、細径ワイヤ(1.2、1.6㎜)を組合せたセルフシールドアーク溶接が普及しております。これは交流のセルフシールドアーク溶接と比較して、トーチが軽量で使いやすくアークスタート性やアーク安定性が良好となります(図1)。なお、当社研修センターでは上記の観点から[F]OW-S50H(1.6㎜)の受験を推奨していますが、[F]OW-56A(3.2㎜)も受験可能です。その他の溶接材料や特徴については、以下よりご確認ください。
セルフシールドアーク溶接について
https://www.boudayori-gijutsugaido.com/gaido/catalog/110/#target/page_no=146
表2 セルフシールドアーク溶接用 神戸製鋼所代表銘柄の種類について
3. セルフシールドアーク溶接の注意事項
セルフシールドアーク溶接は、施工方法や溶接条件をマグ溶接方法と同じ調整をしてしまうと溶込み不良やブローホールなど溶接品質に影響を与えてしまうため、独特な施工要領となります。今回は難易度の高いJIS検定横向(SS-2H)の初層にて電流を固定して、電圧、突出し長さを変動した際の場合を例に動画を交えて下記に説明します。
3-1 ワイヤの突出し長さ(コンタクトチップ先端からワイヤ電極の先端までの距離)
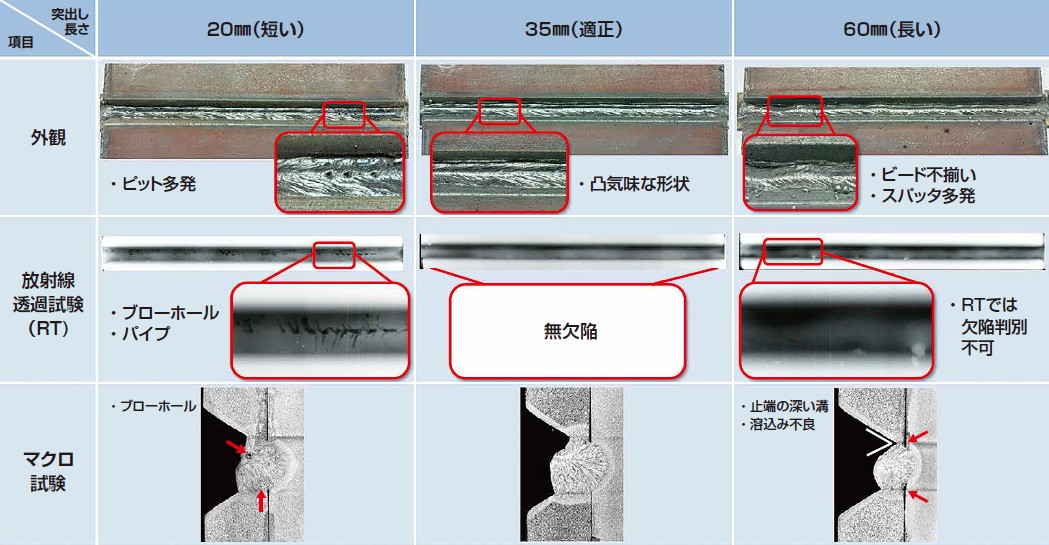
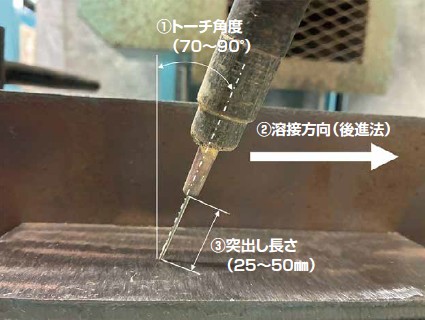
セルフシールドアーク溶接では、ワイヤにかかる抵抗発熱(ジュール発熱)が高くなると、ワイヤに内包されたフラックスの分解を助長しシールド効果を高めます。そのため、ワイヤの突出し長さを25~ 50㎜に保持しての溶接を推奨しています。ワイヤの突出し長さを短くしすぎた場合は、この効果が低くなるため気孔欠陥が発生しやすくなります。逆に、突出しを長くしすぎた場合は、気孔欠陥を抑えることができますが、アークが不安定になりやすくスパッタも多発します(動画1、図2)。
動画1 突出し長さの影響
3-2 アーク電圧
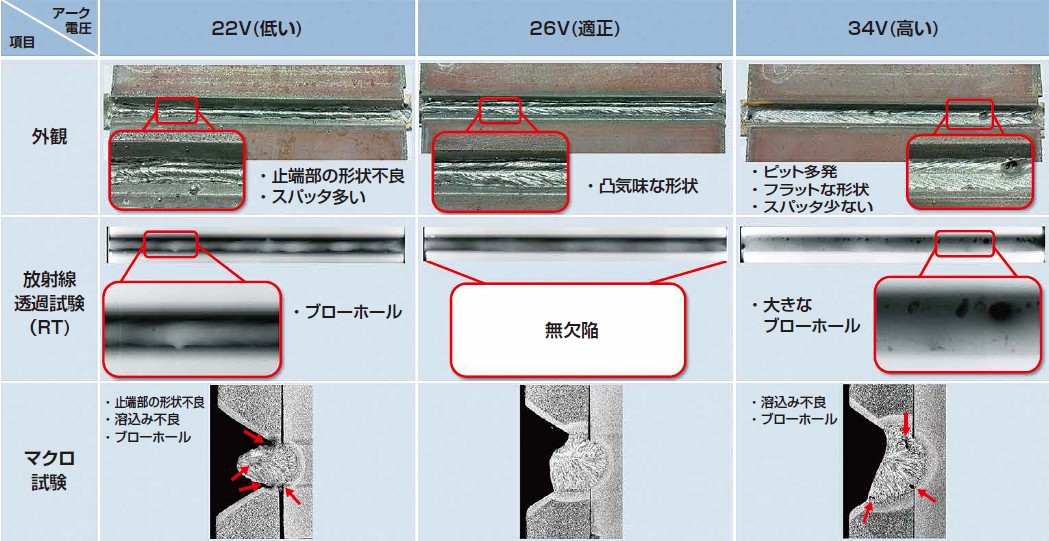
溶接電流は各種ワイヤ径と送給量で異なり広範囲に使用できるため、「神鋼溶接総合カタログ」ではワイヤ径が1.6㎜では130~350Aと記載されておりますが、それに伴うアーク電圧は溶接結果に大きな影響を与えるので、その管理は十分な注意が必要です。アーク電圧が低すぎる場合はワイヤが母材に突込みすぎて止端部のなじみが悪く、スパッタも多発します。また、アークが不安定となり、スムーズに溶接ができなくなります。逆に、アーク電圧が高すぎる場合はスパッタが少なくアークは安定しているように感じますが、アーク長が長くなることで大気の影響を受け、気孔欠陥が発生やすくなります(動画2、図3)。
動画2 アーク電圧の影響
3-3 送給経路の手入れ
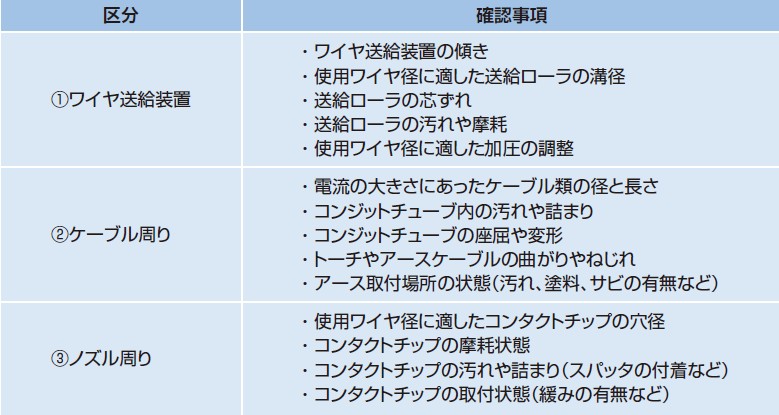
セルフシールドアーク溶接では主に1.6~3.2㎜のワイヤがコンジットチューブ内を通るため、マグ溶接と比較すると送給抵抗は高くなります。その影響により送給性が悪くなると、アーク電圧が変動して気孔欠陥が発生しやすくなります。そのため、送給経路や周辺機器のメンテナンスが特に重要となります。トーチケーブルの極端な曲がりやねじれもないように心掛けてください(表3)。
表3 送給経路と周辺機器の確認事項(一例)
4. トーチ操作について
適切なトーチ操作をすることは、安定した溶込み深さの確保や欠陥率の低減に効果があります。主に下記の2点に注意して施工してください。
① トーチ角度
トーチ角度は70 ~ 90°保持の後進法で行います(写真1)。なお、前進法は溶込みが浅くなるため推奨しません。
② トーチの操作方法
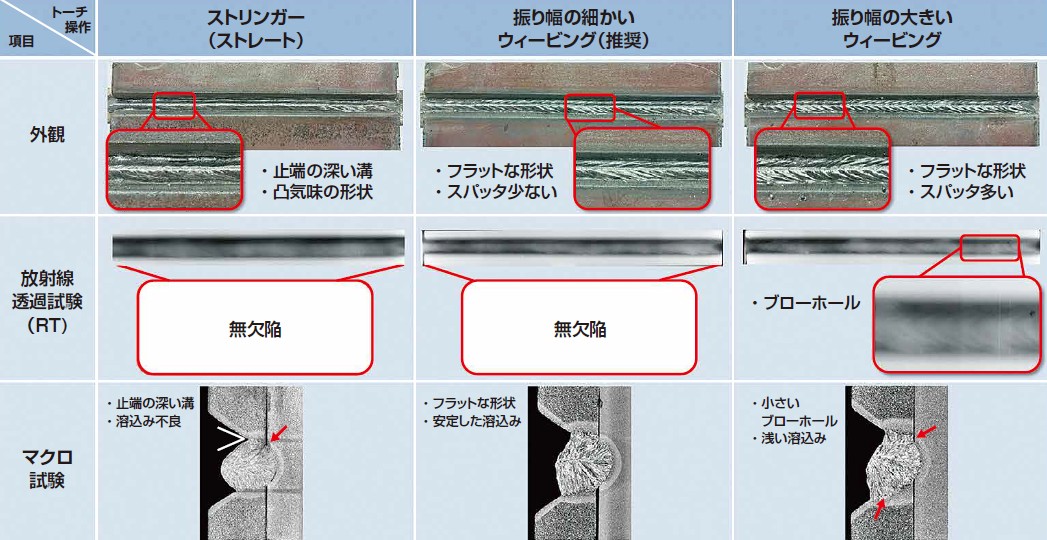
開先内の初層は安定した溶込み深さにするために、トーチ操作は一般的にウィービングを推奨しています。しかしながら、JIS検定を受験する方の中には手振れによる狙いズレを嫌ってストリンガー(ストレート)で行われているケースもあります。実際に溶込みに違いはあるのかウィービングとストリンガーにて比較をしました(動画3)。結果、ウィービングではビード外観は良好でマクロ試験でも安定した溶込みがあるのを確認できたのに対して、ストリンガーはビードの幅が狭く、マクロ試験では溶込み不良がありました。上記の結果からもウィービングを推奨している理由となります。なお、ストリンガーによる施工の場合は、溶込み不良を低減させるためにルート間隔(ギャップ)を調整することをお勧めします(一般的には狭くする)。また、ウィービングの振り幅が大きくなると溶込み不良となるため、初層は細かく速いウィービングで施工するようにしてください(図4)。
動画3 トーチ操作の影響
5. おわりに
今回はセルフシールドアーク溶接のJIS検定を例に溶接条件の注意事項などをご紹介致しました。今回のお話が皆様のお役立ちになれば幸いです。
また、当社研修センターはこの秋にリニューアルし、ブース数など増設致しました。検定受験の際はご一考ください。
JIS・OTIT溶接試験受験コースのご案内
https://www.kobelco-kwts.co.jp/services/welding_training/jis/
藤沢事業所内 溶接研修センターのリニューアルについて
https://www.kobelco.co.jp/releases/1215252_15541.html

今回ご紹介した溶接動画は、当社保有の溶接専用カメラで撮影しました。
溶接士目線でのアーク周辺映像、開先裏面の溶融池近傍、溶接士の姿勢、電流•電圧の変動など、ご要望に応じてカメラ3台まで同期させて撮影することが可能です。熟練溶接士の技量記録や動画での作業標準作成に活用いただいております。ご興味がありましたら、お気軽に当社営業部にお問い合わせください。
https://www.kobelco-kwts.co.jp/services/welding_training/vr_training/

コベルコ溶接テクノ(株) CS推進部 CSグループ
秋山 了亮
| ※文中の商標を下記のように短縮表記しております。 FAMILIARC™→ [F] |